Hydrotest a kind of pressure test in which the component being tested is filled completely with water or another liquid. Pressure, if required, is then applied to the liquid for the required time and the outside of the component is examined visually for leaks.
Let us see, how the test from planning through execution is done.
- Preparation of System Test Package
- List of Instruments and status
- Pre-test Inspection
- Pressurizing / Pressure test
- De-pressurizing and Cleaning
Preparation of System Test Package
In order to reduce the number of tests, system test packages are defined for each test system; they are shown on a pressure test diagram (Figure 1) based on the piping and instrument diagrams (P&ID) or Isometric drawings showing the extent of work to be included in each test. The scope of each separate test shall be the maximum practicable, considering adequate pressure relief protection, compatibility with the supporting steel structures and availability of test media.
The extent of test systems shall be such that the static head of the test medium does not create a pressure greater than the allowable test pressure.
The Figure 1 shows:
- Power Source
- Pressure Pump
- Liquid Test Media Inlet
- Pressure Gauges
- Pressure Relief Valves
- Isolation Valve
- Trapped Air Vent
- Test limits ( highlight line to be tested )
- High Point Vent
- Drain points
The location of temporary supports shall be defined in field and shown on the piping isometric. The lines and systems that for process reasons cannot be provided with vents and drains shall be tested at ground.
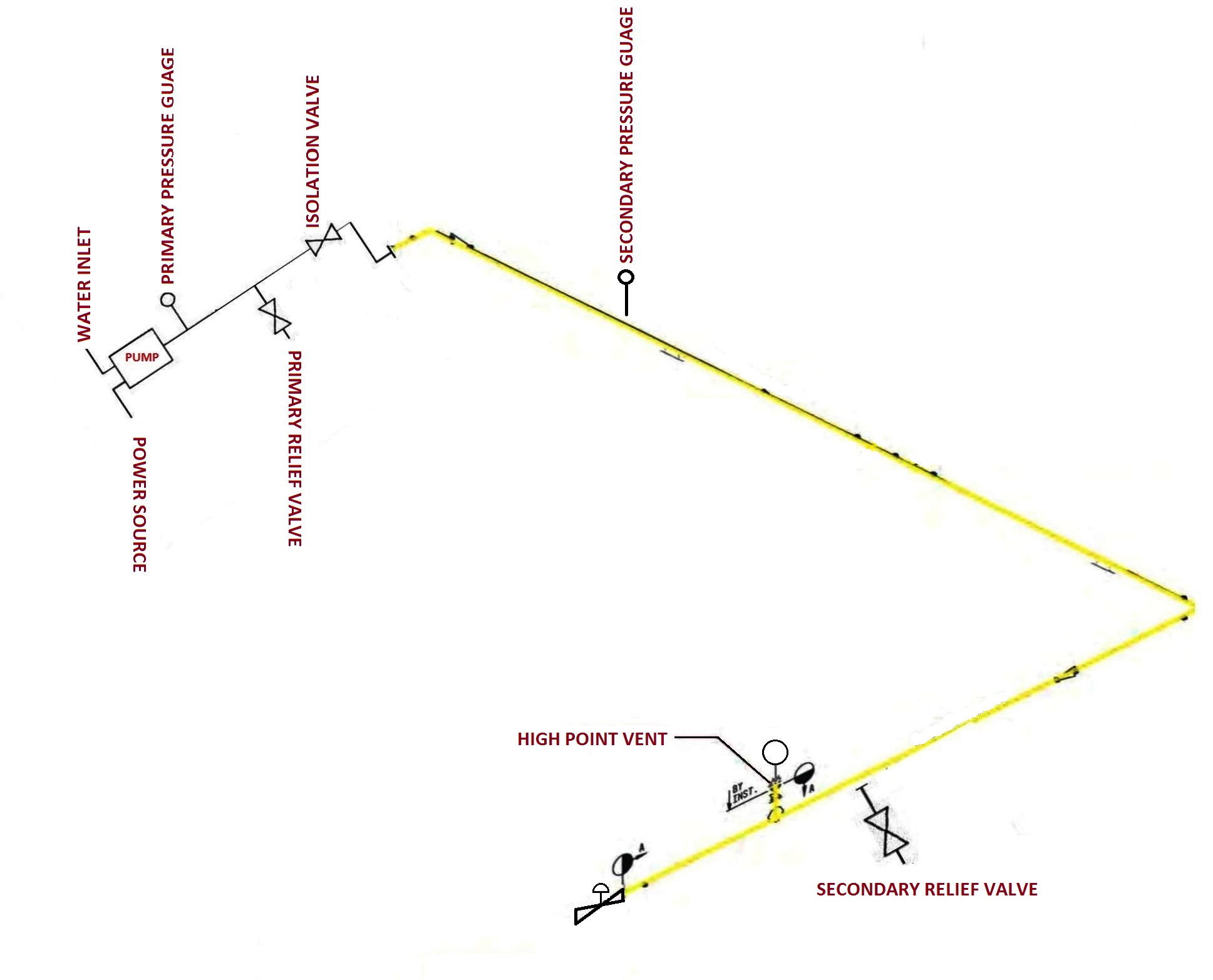
Figure 1
A typical Test Package Format includes:
- Pressure test report for Piping/Pipeline/Vessel
- Marked up P&ID (Figure 1)
- Blind check list
- Welding History Report and Welding Joint Marked Isometric Drawing (Weld Map)
- NDT Report
- PWHT and Hardness test Report
- Pre and Post-Test Punch List (Agency + Client) (Refer Important point SL. No. 7)
- Copies of reinforcing pad pressure test certificates (If necessary)
List of Instrument & Status
Table 1: STATUS OF INSTRUMENTS DURING PRESSURE TEST (Sample)
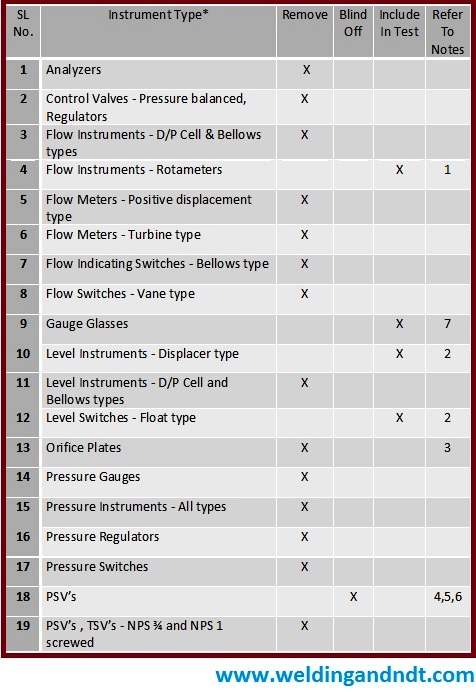
*Remove any instrument not listed above or if there is any doubt as to status prior to pressure testing.
NOTES:
- Caution: do not force reverse flow.
- Caution: do not overpressure float or displacer. If in doubt, do not test, block or drain instead.
- Install after hydro testing and line flushing.
- Test gag shall not be used.
- Blinds not required on PSV outlets discharging into a system being tested at 1 bar g or less.
- Where test blinds have been installed for pressure testing PSV’s, the Field Erection Agency shall ensure that blinds are removed upon completion of tests. PSV’s may be removed prior to pressure testing Where piping lacks sufficient flexibility to accommodate test blinds.
- Caution: Check allowable pressure on Gauge Glasses, prior to test.
Pre Test Inspection
Prior to the execution of the pressure test the Mechanical Agency shall prepare piping for inspection according to the following guidelines:
-
Any test equipment pressurized during the test operations shall be designed for a working pressure not less than the test pressure. These components shall have material certificates and the equipment itself shall have data sheets from the Manufacturer. The test equipment connected to the test section shall have hydrostatic test certificates and shall have been tested to a pressure at least 1.25 times the test pressure of the test section. The test equipment shall be internally clean and fit for purpose. (Refer Code)
-
Piping systems shall be completely checked through “Punch List” and the Punch List Record is approved.(Refer Important point SL. No. 7)
-
All lines shall be checked to ensure the entire system can be drained after the test.
-
Vents and other high point connections shall be opened to eliminate air from lines subject to hydrostatic test.
-
In principle all joints not previously tested, including welds, shall be left unpainted, un-insulated, and exposed for examination during the test.
-
The system shall be provided with suitable relief valves to contain the system at no more than 10% above the specified test pressure.
-
The test pressure gauge shall be located at the high point of the system. One additional gauge shall be located at the low point to check that static head pressure due to vertical legs does not over pressure part of the system.
-
The system shall be properly supported. In particular piping designed for vapour or gas shall be provided with additional temporary supports, if necessary, to withstand the weight of the test liquid. Temporary supports shall be identified with a bright red paint strip and removed after the test.
-
Spring supports shall be locked in position for the test using the pre-set pins or plates or by blocking the spring.
-
Orifice plates and restriction orifices that interfere with the filling, venting, or draining of the lines shall be removed; transmitters directly connected to orifice flanges must be disconnected when replacing the orifice plates to avoid distorting the connections.
-
The items that shall not be tested in accordance with this specification shall be isolated or removed and replaced with temporary spools or spacers, following the requirements in Table 1.
-
Valves shall not be used to isolate a test system.
-
Short pieces of piping which have been removed to permit the preparation of the system shall be tested separately.
-
In case of any temporary line blanks are needed to isolate the systems during pressure tests, their thickness shall be as per Code.
-
Any test line blank shall be provided with a lug or handle, extending at least 100mm and not more than 200mm beyond the flange perimeter, which shall be painted bright red.
-
Temporary blinds shall be adequately provided with gaskets to prevent damage to flange facings.
-
Lines containing check valves shall have the source of pressure located in the piping upstream of the check valve so that the pressure is applied under the seat. If this is not possible, their internals shall be securely blocked open or removed.
-
All valves, excluded those herein specified, shall be included in the test; ball valves shall be in the half open position and all other valves fully open.
-
Should a valve be not included in a system test, its shop test certificate shall be reviewed and, eventually, a bench hydro-test shall be made.
-
All internal parts or in-line items removed for the duration of the test shall be labeled with a reference to the component to which they belong or to the position of the line from which they were removed, to ensure the correct replacement of components after the test.
Pressurizing / Pressure Test General Procedure:
-
Seal all openings using Plugs or Covers or Blinds that can withstand the test pressure and can be completely removed after the test.
-
Gauges, one or more test gauges must be connected to the system. If more than one gauge is used, one may be a recording gauge. At least one gauge which is used for acceptance of the test shall be calibrated within 30 days prior to use. One indicating gauge must be easily visible to the operator controlling the pressure throughout the pressurizing and testing cycle.
-
Before pressurizing is begun, inspect the outside of the test object to verify that it is dry and all welds and connectors are exposed if a visual inspection is to be conducted.
-
Gradually increase the pressure in the system to 50 % of test pressure and make an initial check for leakage. Thereafter slowly increase the pressure to the final test pressure. The test pressure usually is between 75 % and 150 % of the operating design pressure.
-
At the completion of test pressure holding time, examine the system for leakage. Examination for leakage shall be made of all accessible joints and connections, attachments welds where practical, and weep holes for paddings and attachments. Also inspect the area around inaccessible leakage sites.
-
The inspector shall circle all accessible leaks found on the equipment using a non toxic marker. The magnitude of leak shall be described in terms of: damp or moist area, drops per minute or steady stream.
Types of Pressure test:
- Pressure Drop Method
- Pressurize the system in accordance with the General procedure.
- After reaching full pressure check the system to make sure all trapped air has been removed.
- Disconnect the pressure pump and allow the pressure in the system to stabilize for a period of 10 min or 5 % of the test time whichever is longer.
- After stabilization, record the exact pressure and monitor during the test period.
- Visual Inspection Method
- Pressurize the system in accordance with the General procedure.
- After reaching test pressure, inspect the outside surfaces for leakage.
- Test pressure should be held for a minimum of 6 min/cm (1.5 min/in.) of wall thickness. As a minimum, the test pressure should be held for 10 min and the maximum time should be limited to 2h.
- If the system is not intended to operate under steady pressure, pulse the pressure in the system one or more times after each complete inspection cycle by dropping the pressure to 50 % of final test pressure and bringing it back to test pressure.
- If the outside of the system is covered by insulation which is not removed, increase the test time by a factor of 10, to a maximum of 4 h.
Depressurizing and Cleaning Procedure
- After the satisfactory completion of the tests, air vents need to be opened during draining to admit air and prevent collapsing of the test system and shall be depressurized at a rate should not exceed 1 bar (15 psi) per minute until the pressure has been reduced to 40 % of the test pressure. Then depressurization should continue at a rate of less than 2 bar (30 psi) per minute. (Refer Code for directions of depressurization)
- Check that the rate of drainage from pipelines is compensated by the inflow of air through the vent, ensuring that no component is subject to vacuum.
- Replace all the items and the internals removed for the execution of the pressure test, remove all test blinds, temporary supports etc. Flanged joints that have been opened shall be provided with new gaskets.
- If the pressure holding period fails 3 times to meet the acceptance criteria, the pipeline has to be de-pressurized to 72% of the SMYS, until pressure stabilization is achieved. The holding period can then be repeated.
- Painting and insulation shall be completed.
- Spring hangers shall be unlocked.
- The system shall be blown out with dry filtered air at about 70°C (Refer Code). Further drying and cleaning prescriptions for particular systems shall be in compliance to the relevant Project Specification.
- The system shall be re-inspected for mechanical completeness and the system signed-off as completed.
Important points:
- The Pressure gauge must be able to withstand normal test pressures and be accurate enough to record small pressure drops, should be calibrated before each test. The gauge must be accurate to within 1 % of full scale. The gauge must read at least 1.5 × but not more than 4 × the maximum test pressure to be used. (refer Hydrotest Code Comparison under the category Hydrotest)
- The Liquid Test Media is fresh or industrial water (De-mineralized water), which is as per Client or specification or Code.
- The Hydrostatic test is a pressure test, not an NDT method, because it induces stress on the component being tested, so it should not be repeated frequently without authorization.
- The Design Pressure or Maximum Allowable Working Pressure (MAWP) or Maximum Allowable Operating Pressure (MAOP) is calculated taking consideration of primary membrane stress, bending stress, Hoop stress, longitudinal stress, etc. (Refer relevant Code)
- The test pressure shall be measured at the highest point of each section, making sure that the maximum local pressure does not cause the hoop stress to exceed 80% – 90% of the specified minimum yield stress (SMYS) of the test material grade. (Refer relevant Code or Hydrotest code comparison)
- The test must only be conducted in a Dry Climate with a clear sky, do not perform during rain.
- During line checking, the incomplete works to be noted in the punch list as per the categories “A”, “B”, “C”; the inspector has to prepare the punch list, each and every incomplete item to be written in the punch list.
- Punch “A” to be complete before hydro test
- Punch “B” to be complete after HT
- Punch “C” to be complete at the time of Mechanical Completion Check
- Punch “D” (Document) to be complete before turnover.
- Release for Hydro Testing after clearing all “A” punch items.
Code Comparison is made against ASME Boiler and Pressure Vessel Codes, Pressure piping, and API standard practices taking Service, Code reference, Minimum Hydrostatic test calculation, Maximum permissible test pressure, Minimum test hold time, pressure gage, test temperature limits into consideration. Apart from this, there are many factors involved in designing the hydrostatic test. Please click on the link Hydrotest Code Comparison to open the code comparison chart.
***********************
Hydrotest video Lecture (in Hindi/Urdu);
Hydrotest video Lecture (in English);
***********************
This article is written and by
Mr. Goutham Rathinam
(AWeldI & CSWIP 3.1-TWI,UK)
Email ID: goutham.r86@gmail.com
Thanx for taking me on board, hope to learn more from You.
Regards
Secha
Please share about ITP (inspection test plan)
Very inersting Sir,
Grease on your elbow
Very Nice Sir.
Thanks a lot
#ITP is inspection test plan. why it is very important because, it undergoes basic cross check to ensure the product meets the minimum required standards of the customer or end user.
thanks a lot for sharing good knowledge.
Respected Sir,
Please upload about CSWIP3.2 notes with concept how to preparation .
Do any one have ndt level 3 book pdf.. Kindly share i want to prepare foe that
Dear sir yr all deta is very useful.
Sir please send me crose country pipe line deta for interview.
Thanks
Dear Sir ,
Can you explain me why two pressure gauges are used during hydro pressure .
What is the use of both pressure gauge ?
Guys if any one known please tell me .
Please give input about helium leak test by hood method
During hydro test, How to select pressure gauge 20% -80% of FSD
Thanks for sharing such valuable information. I am currently writing down a TS about it and your post it´s been amazingly useful to finish it.
Thanks again
Best Regards,
Javier
Chile.