
Any discontinuity (or irregularity) in the weld metal, which exceeds the applicable code limit, is termed as a WELD DEFECT (or Welding Defect). Please note that a discontinuity can be called as a defect only when if it exceeds the specified code limit, hence we can say that every defect present in the weld metal is a discontinuity but every discontinuity present in the weld metal may not necessarily be a defect. A defect can be macroscopic or microscopic.
(Note: Discontinuity is also termed as “reflector” in some codes and texts)
Defects may occur due to the following reasons;
1. Incorrect welding parameters
2. Inappropriate welding procedures
3. Poor process condition
4. Inappropriate selection of filler metal and parent metal
5. Unskilled welder or welding operator
6. Incorrect job preparations
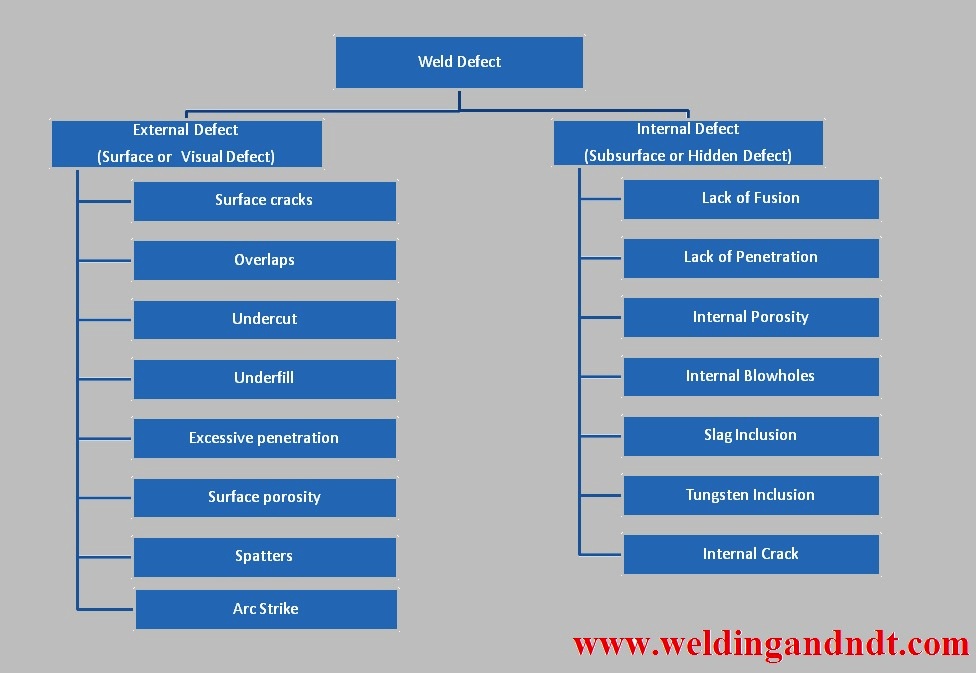
Classification of Defects:
Defects can be classified as external defect (also known as visual defect or surface defect) or internal defect (also known as hidden defect or subsurface defect). External defects are those which are found on the surface itself. Internal defects are those which exist in the material at some depth. We can say that defects that are not present on the surface are internal defects. Please see the following table;
Different types of welding defects along with their causes and remedies are explained below;
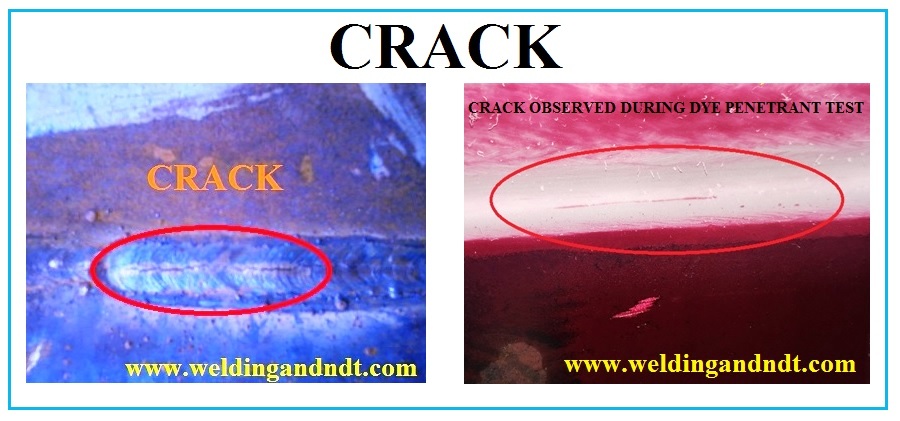
1. CRACKS:
It is the most dangerous of all defects. Cracks may be of any size or shape; it can be either microscopic or macroscopic. Cracks may appear anywhere i.e. on the surface, subsurface, at any depth, or at the root. The crack occurs when localized stress exceeds the ultimate Tensile Stress (UTS) of the material. It may propagate within the material.
Cracks are of two types;
- Hot Cracks
- Cold Cracks
HOT CRACKS:
Hot cracks occur during welding or soon after the completion of welding, It is most likely to occur during the solidification of the molten weld pool. Hot cracks mostly occur in the weld metal but it may occur at the Heat Affected Zone (HAZ) region too.
When a hot crack occurs on the weld metal, then it is termed as Solidification Crack and if it occurs in the HAZ then called Liquation crack.
Causes of Hot Crack:
1. High concentration of residual stress
2. Rapid cooling of the molten weld pool
3. High thickness of base material
4. Poor ductility of welded material
5. High welding current
6. Inadequate heat treatment
Prevention:
1. Preheating and post-heating to avoid rapid cooling
2. Using right filler metal
COLD CRACKS:
Cold cracks occur after the solidification of weld metal; it can even develop several days after completion of welding. Most of the time it develops in the HAZ but may occur on the weld metal too. It is often associated with non-metallic inclusion.
Causes of Cold Crack:
1. Diffusion of Hydrogen atoms: Hydrogen atoms cause cold cracking. These hydrogen atoms may be induced in the weld metal from the surrounding, electrode, base metal, or any contamination present on the root face.
2. Lack of Preheating: Due to inadequate preheating, microstructural changes may take place. Microstructural crystals may re-structure itself to form martensite. Martensite is very prone to cracks. Preheating also helps in reducing the diffusion of hydrogen atoms and ensures no moisture on the joint before welding.
Prevention:
1. Preheating and post welding the weld metal
2. Using low Hydrogen electrode
STAR CRACK (CRATER CRACK):
Star crack is a type of hot crack and it develops at the crater on the weld metal. A crater is a depression formed on the weld bead where the arc gets broken or when the electrode is changed.
It develops when the center of the weld pool solidifies before its surroundings and due to this the center pulls the outer weld and thus star cracks are formed.
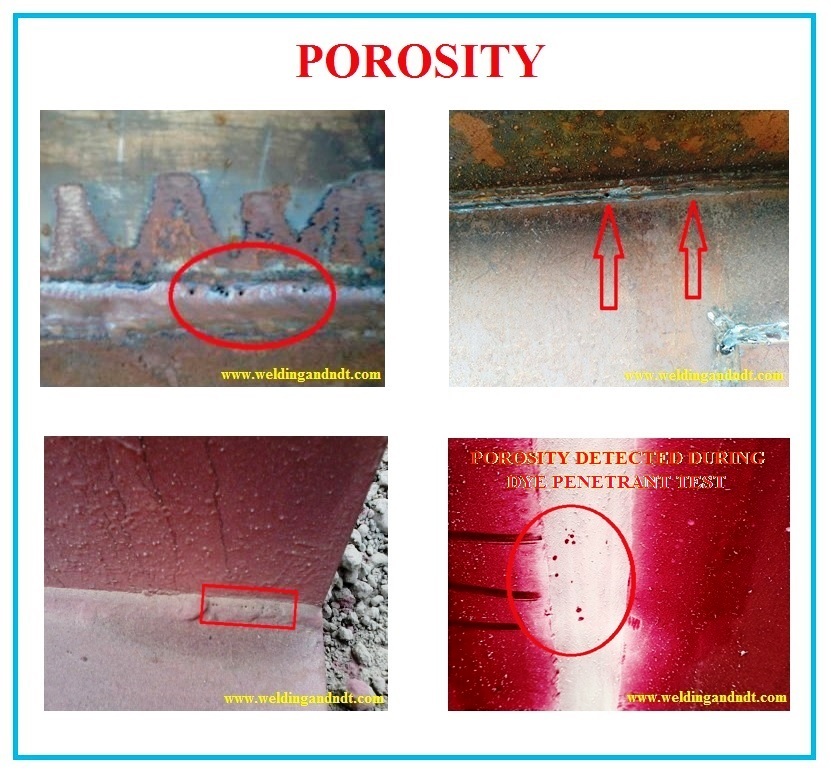
2. POROSITY & BLOW HOLES:
Porosity is a cavity-like discontinuity and occurs due to the entrapment of gases in the molten weld pool. These entrapped gases don’t get a chance to escape from the molten weld pool and hence cause porosity or blowholes. Porosity is basically a small pore or void, whereas, blowholes are comparatively larger hole or cavity.
Porosity may be present on the surface or inside the weld metal. Porosity can occur individually or it may occur in groups also (mostly), group of porosity is known as cluster porosity.
Porosity is of five types mainly, these are;
- Scattered Porosity
- Cluster Porosity
- Piping Porosity
- Linear Porosity (Aligned Porosity)
- Elongated Porosity
Gases that are entrapped and cause porosity are mostly Hydrogen, Carbon mono oxide, Carbon dioxide, Nitrogen, and Oxygen. These gases are formed due to the fluxes present on the welding electrode, Moisture, Oil, Grease other foreign contaminants present on the joint, or on the welding electrode or on the filler wire. Insufficient flow of shielding gas also causes porosity in GMAW, FCAW, GTAW & PAW welding processes.
Prevention:
- Use low Hydrogen electrode
- Baking of electrodes before welding as per the recommended procedure
- Thorough cleaning of the joint surface and adjacent area before welding
- Preheat the joint before welding
- Ensure sufficient flow of shielding gases if using TIG or MIG welding
3. UNDERCUT:
Undercut appears as a narrow groove on the base metal adjacent to the weld metal along the edge. Undercut always runs parallel to the weld metal. It acts as a stress raiser during fatigue loading.

Causes of Undercut:
1. High welding current and arc voltage
2. Large electrode diameter
3. Incorrect electrode angle
4. Longer arc length
4. UNDERFILL:
When the weld metal surface remains below the adjacent surface of the base metal then it is called an underfill. Basically, Underfill is undersized welding.

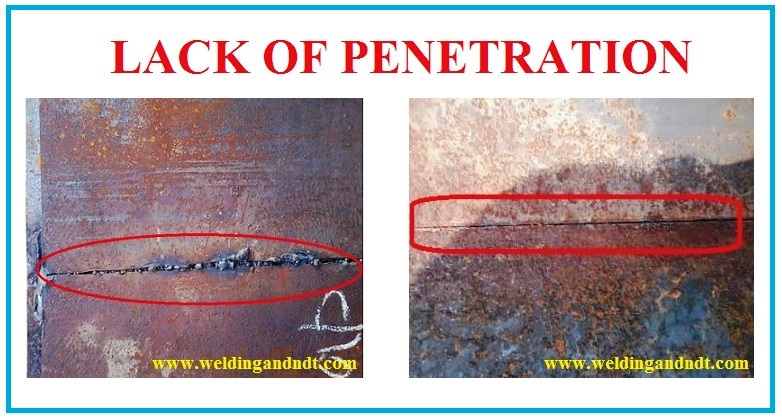
5. LACK OF PENETRATION (INCOMPLETE PENETRATION):
When the weld metal doesn’t completely penetrate the joint, then it is called a Lack of Penetration or Incomplete Penetration. It is one of the most dangerous defects since it acts as a stress raiser, and hence crack may originate or propagate from there.
Causes of Lack of Penetration:
1. Root gap too small
2. Fast travel speed
3. Low heat input
4. Too large an electrode diameter
Prevention:
1. Proper joint preparation i.e. providing a suitable root gap.
2. Proper heat input
3. Correct travel speed
4. Using electrode of suitable size
Lack of penetration can be repaired by proper back gouging.
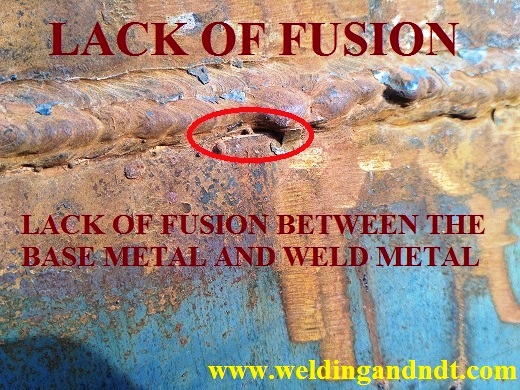
6. LACK OF FUSION (INCOMPLETE FUSION):
It is the lack of proper melting (or proper fusion) either between the weld metal with the base metal or one layer of the weld with the other layer. Lack of fusion is also called as Cold lapping or cold shuts. One of the most prominent reasons for the cause of lack of fusion is poor welding techniques. Lack of fusion is an internal defect, but it can occur on the external surface too if the sidewall of parent metal doesn’t get properly fused with the base metal, as shown in the below figure and for this case lack of fusion can also be called as ‘lack of sidewall fusion’.
Causes of Lack of Fusion:
1. Low welding current
2. Travel speed to high or too low
3. Unfavorable heat input
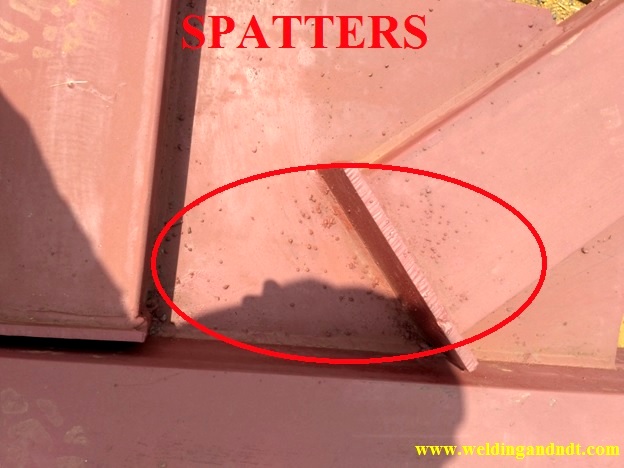
7. SPATTERS:
Spatters are small globular metal droplets (of weld metal) splashed out on the base metal during welding. Spatters stick on the base metal hence can be removed by wire brush or buffing.
Causes of Spatters:
1. Excessive arc current
2. Excessive long arc
3. Improper shielding gases
4. Electrode with improper flux
5. Damp electrodes
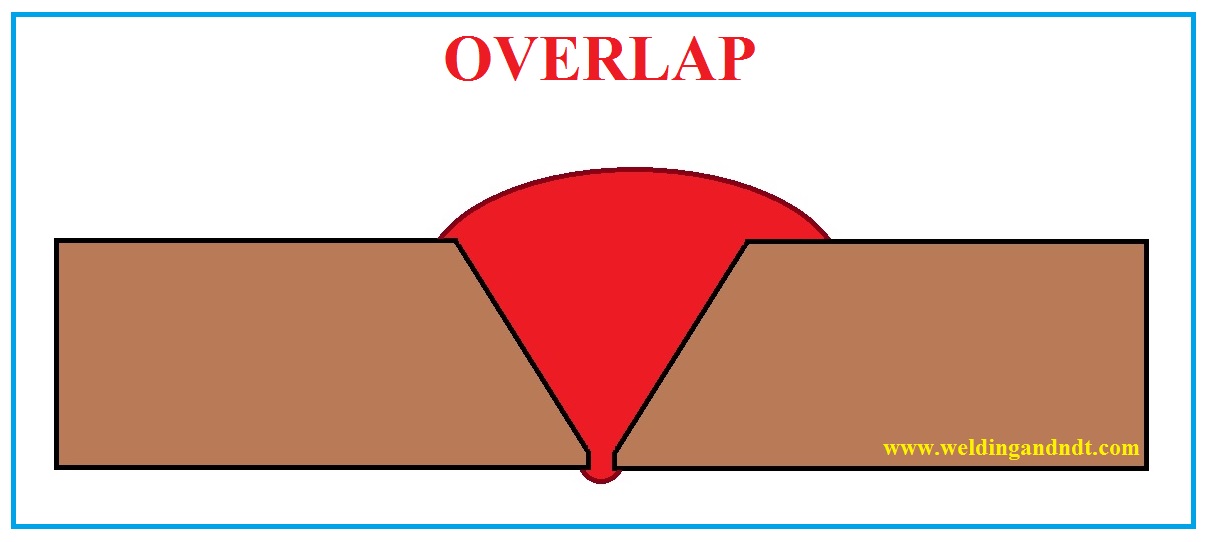
8. OVERLAP:
Overlap occurs due to the overflow of weld metal on the surface of base metal. During welding, molten metal overflows on the base metal without fusing with the base metal.
Causes of Overlap:
1. Current too low
2. Large deposition in a single run
3. Longer arc
4. Slow arc travel speed
9. EXCESSIVE PENETRATION:
When the penetration of weld metal is too high, through the joints, then it is called as excessive penetration. It acts as a notch where stress concentration takes place. In addition to this, it results in economical wastage too.

Causes of Excessive Penetration:
1. Too wide a root gap
2. High welding current
3. Slow travel Speed
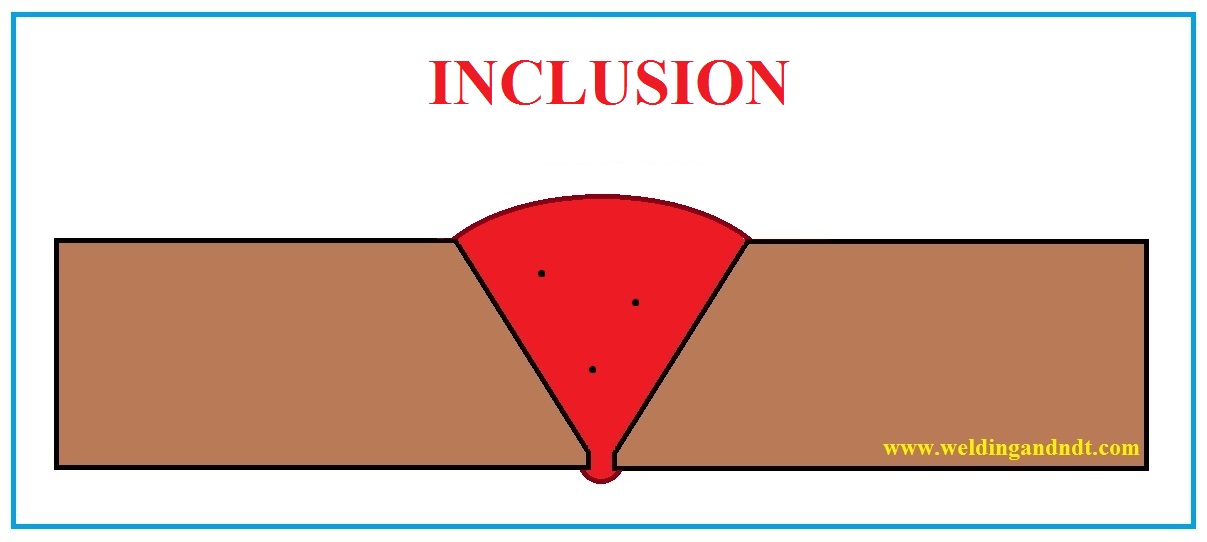
10. INCLUSION:
Any entrapped solid material (either metallic or non-metallic) in the weld metal, is called as Inclusion. Tungsten, Oxides, Slag, and Flux are some of the common foreign materials which are entrapped in the molten weld pool and form inclusion.
Inclusion may occur in most of the fusion welding processes but are very common in flux shielded arc welding processes such as Shielded metal arc welding (SMAW), Flux core arc welding (FCAW), and Submerged arc welding (SAW).
Tungsten inclusion occurs in those welding processes which use “Tungsten” as electrodes such as TIG welding and Plasma Arc Welding (PAW)
Inclusions are of four types, these are;
- Tungsten Inclusion
- Oxide Inclusion
- Slag Inclusion
- Flux Inclusion
When slag gets entrapped and doesn’t get a chance to escape from the molten weld pool then such inclusion is called as Slag Inclusion. Similarly, sometimes droplets of tungsten get entrapped within the weld metal resulting in Tungsten Inclusion (in TIG welding or Plasma Arc Welding – PAW). Surface oxides also get entrapped resulting in Oxide Inclusion. The words Flux and slag are often used interchangeably but they are different. Flux is electrode coating (Solid material which covers the electrode) whereas, Slag is a byproduct formed by the reaction between flux and the molten weld pool metal.
Inclusion acts as a stress raiser hence should be avoided.
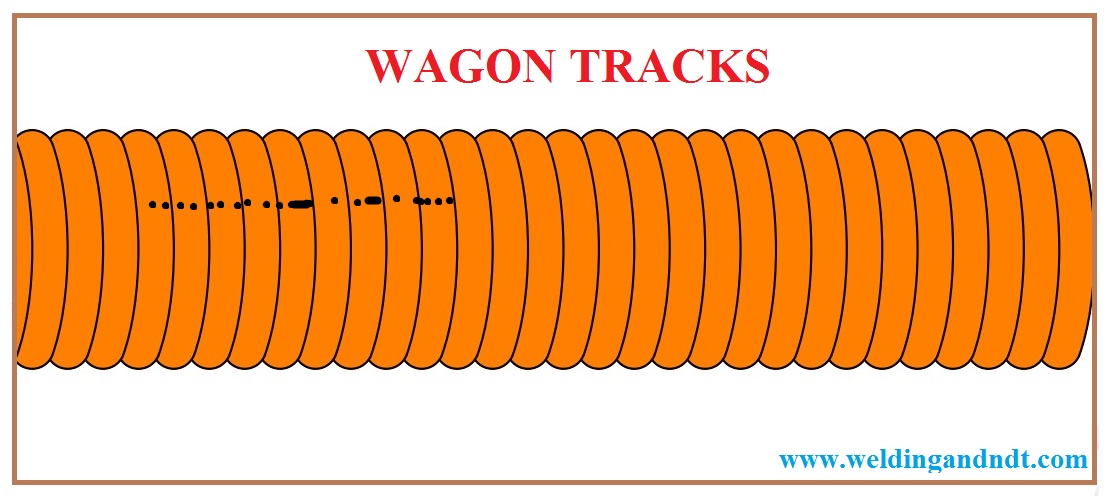
11. WAGON TRACKS:
Linear slag inclusion along the axis of the weld is called as wagon tracks. During root pass, a groove is formed at the toe, due to wrong welding techniques, and that groove is filled by slag (especially Hydrogen which has been trapped by the solidified slag) and thus wagon tracks are formed. It is also known as worm tracks.
12. ARC STRIKE:
When the electrode or the electrode holder, unintentionally or accidentally strikes with the workpiece, an unwanted arc is generated causing an arc strike. Arc strikes may initiate failure in bending and cyclic loading. In addition to this, it also affects the aesthetics of the workpiece.
13. SHRINKAGE CAVITY:
During solidification of the molten weld pool, metal shrinkage occurs. Due to the shrinkage of weld metal, a cavity is formed known as the shrinkage cavity.
Please click here, to read the acceptance/rejection criteria for weld defects.
Please watch this video lecture (given below) for a better understanding of welding defects:
Thanks for valuable Basic Information with Remedies
parveen.yadav@bhelectrodes.com
One defect I never new the cause of. Worm hole porosity in FCAW welding. Can you comment ?
Happens especially when on a T joint on side is welded already and you weld the other side and the gas gets trapped under the plate.
Thanks for basic information or welding
Wagontracks should be parallel lines. What is depicted is an ElongatedvSlag Inclusion (ESI)
Super demonstration
Thanks for valuable Basic Information with Remedies
Excellent work, great demonstration
In my personal experience the main cause of porosity are the air currents in smaw and gmaw process
Dear Sir, Thanking for basic knowledge of Welding defact. Thanks.
Thanks sir for the valuable information about welding defects
Porosity came in ss welding by 309l what to do?
Thanks and i appreciate for this explanation about Defects.
Explainations were made easier to remember and valuable thankq sir
Weld spatter is not considered a weld defect according ISO-5817, acceptance depends on application so if not specific specified weld spatter is not an rejection criteria
Great Job,keep on adding new subjects
we found porosity in fillet joint 1/2″ nipple to ring joint Inconel 625 after in side installation but we have performed hydro test and DP test in our shop and not found at our shop. wt is reason behind of this.
Dear, Worm hole porosity is caused due to spatter movement on hot and semi solidified weld pool during solidification
Its one of the Finest Welding Informative page & Youtube channel ..
Porosity which occurs during welding , PT not performed well.