A welding procedure specification (WPS) is a written document providing direction to the welder (or welding operator). It contains all the necessary parameters viz. joints, base metals, filler metals, positions, preheat, PWHT, gas etc. (including ranges, if any) under which the welding process must be performed. These parameters are known as variables (as per ASME Section IX). Three types of variables are mentioned in the code, these are;
- Essential Variable
- Non essential Variable
- Supplementary Essential variable
Essential Variables (For WPS – QG-105.1 & QW-251.2): A change in essential variable is considered to affect the mechanical properties (other than toughness) of the welded joint. Hence the WPS must be requalified, if the essential variable is changed.
Supplementary Essential Variables (QG-105.3 & QW-401.1): A change in the supplementary essential variable will affect the toughness properties of the joint, heat-affected zone, or base material. Hence supplementary essential variables become additional essential variables in situations where procedure qualification requires toughness testing. When procedure qualification does not require the addition of toughness testing, supplementary essential variables are not applicable.
Nonessential Variables (QG-105.4 & QW-251.3): Nonessential variables are those in which a change can be made without requalification of the existing WPS, since it is not considered to affect the mechanical properties of the joint. Though a change in the nonessential variable doesn’t require requalification of the WPS but still it should be properly addressed in the welding procedure specification (WPS).
Some basic facts about WPS:
A welding procedure specification shall contain, as a minimum, the specific essential and nonessential variables that are applicable to the welding process. When the referencing Code, standard, or specification requires toughness qualification of the welded joint, then applicable supplementary essential variables shall also be provided in the WPS.
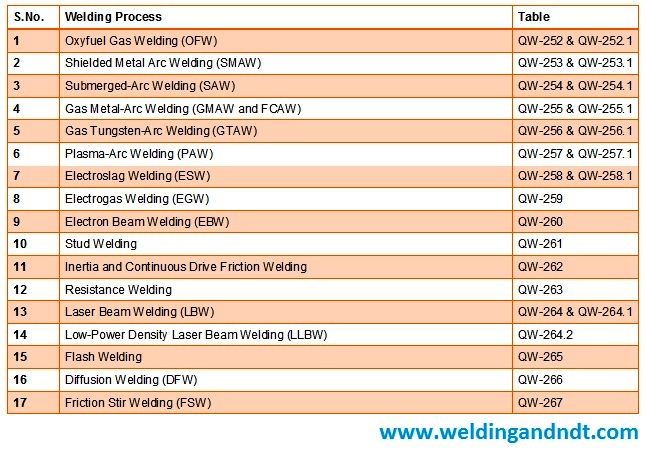
These variables are listed in tables from QW-252 to QW-257. Please note that for each welding process, there is a separate table containing the list of all variables. For example, list of variables (essential, nonessential and supplementary essential) for Shielded Metal Arc Welding (SMAW) is given in table QW-253.
Please see the below table (Table-1) for a complete list of welding processes and their corresponding tables for variables (as per ASME Section IX).
Table-1
Steps to be followed for preparation of WPS:
First of all we need to identify the welding process which is to be used for example weather it’s a SMAW or GMAW or GTAW or any other welding process or it’s a combination of two or more welding processes. Once the welding process is decided then we need to see the corresponding table (QW-252 to QW-257) for the complete list of variables. With the help of the table we can list out all the necessary variables to be used in our WPS.
Once the minimum variables (essential, nonessential and supplementary variable, if any) are decided a preliminary WPS (or proposed WPS also known as pWPS) is prepared.
Based on the proposed WPS, Test coupon (or coupons) is prepared, and the coupon is welded as per the values (or range) provided in the pWPS. All the real time data (observed during the welding of test coupon) are recorded.
After successful welding, test coupon (or coupons) is subjected to destructive test, and if the test coupon (or coupons) meets the minimum code requirement then the same pWPS is finalized and approved for further job. In case of any change same procedure is repeated till the test coupon doesn’t meet the minimum code requirement.
All the real time data during welding of test coupon and destructive test report data is compiled into one document known as Procedure qualification record (PQR).
After successful preparation of PQR, final WPS is prepared and produced to the authorized welding inspector for final approval.
****************************************
A short video lecture on WPS and PQR, Please watch;
****************************************
Please click here to download a sample WPS Format.
Important Articles in ASME Section IX
Article I Welding General Requirements
QW-150 Tension Tests
QW-153 Acceptance Criteria-Tension Tests
QW-160 Guided-Bend Tests
QW-163 Acceptance Criteria-Guided Bend Tests
QW-171 Toughness Tests
QW-172 Toughness Tests-Drop Weight
QW-180 Fillet-Weld Tests
QW-182 Fracture Tests
QW-183 Macro Examination-Procedure Specimens
Article II Welding Procedure Qualifications
QW-200 General
QW-210 Preparation of Test Coupon
QW-250 Welding Variables (Refer Table-1)
Article IV Welding Data
QW-400 Variables
QW-401.1 Supplementary Essential Variable (Procedure)
QW-402 Joints
QW-403 Base Metal
QW-404 Filler Metal
QW-405 Position
QW-406 Preheat
QW-407 Post Weld Heat Treatment
QW-408 Gas
QW-409 Electrical Characteristics
QW-410 Technique
QW-420 Base Metal Groupings
Table QW/QB-422 Grouping of Base Metals for Qualification
QW-430 F‐Numbers
Table QW-432 Grouping of Electrodes and Welding Rods for Qualification
QW-440 Weld Metal Chemical Composition
Table QW-442 A-Numbers Classification of Ferrous Weld Metal Analysis for Procedure Qualification
QW-450 Specimens
Table QW-451.1 Groove-Weld Tension Tests and Transverse-Bend Tests
Table QW-451.2 Groove-Weld Tension Tests and Longitudinal-Bend Tests
Table QW-451.3 Fillet-Weld Tests
Table QW-451.4 Fillet Welds Qualified by Groove-Weld Tests
QW-461 Positions
QW-461.3 Groove Welds in Plate-Test Positions
QW-461.4 Groove Welds in Pipe-Test Positions
QW-461.5 Fillet Welds in Plate-Test Positions
QW-461.6 Fillet Welds in Pipe-Test Positions
QW-462 Test Specimen Table QW-462.1(a) to QW-462.5(e) Fig QW-463.1(a) to QW-469.2
QW-470 Etching — Processes and Reagents
Article V Standard Welding Procedure Specifications (SWPSs)
****************************************
A short lecture on how to wright a Welding Procedure pecification (WPS), Please watch;
****************************************
I hope this article will help all welding professionals and freshers. Please give your valuable feedback. I would like to thank Mr. Goutham Rathinam (AWeldI & CSWIP 3.1-TWI,UK) for helping me in writing this article. Thank you.
Thank you Sir, for mentioning me in your article.
Its my pleasure Sir, I am eagerly waiting for your next article.
Very well prepared , well compoused and compact info about ASME SECTION ix thanks.
Dear sir pls also make some articles about storage and pressure vessels APIs thanks
Hi sir please can you give me some reference for as per EN standard impact valve for subsize 2.5mm thickness and material 304 temperature at -196 degrees C.
How many joules required ?
Good article.Thankyou sir.
Clear and easy to understand.
Thank you for involving me in this group
Thanks for informative article.
Refer BS EN 10028-7 TABLE 9 it is 60 joules.
Steel Number = 1.4301 equivalent for 304
Yes you are right . That is the way it is
Best regards .
Qualyfite to profesionalisme W P S
Thank you for publishing this it is very helpful.
Thank you for providing this information.This information is very useful for Piping Engineer.
That was a sound piece of work, and will be very much appreciated by all in the industry.
Every one in the industry will definitely value your effort in producing those materials. Great work, keep it up.
This type of article are very knowledgeable for everyone. Thanks for sharing.
Thank you for share information. Nice.
Sir can you please explain how can we selecting the Welding electrode, with respect to parent metal and weld
Well written. Easy to understand for all.
how to select electrode or filler by useing Asme sec 9.
Thank you for this article,
It’s very helpful for all fresher welding engineer.
Thank you for this article,
*عِلْمًا نَافِعً*
Thank you for sort out the clauses and this will be easy to prepare WPS and PQR.
I complete the graduation in mechanical engineering from india. I was worked in dimensional inspection in my foundry(i.e. which produces castings of valve bodies). And also I will be more interest to study welding inspection and other ndt courses.I will be seeking the job for my best future.So you can help to me. Please reply to my mail.Thank you sir.
Thank you sir. It is very helpful to us.
THANK YOU SIR, IT IS VERY USEFUL FOR US
Thank you sir very useful and freshers will be easy to learn .
Thank you very much sir! It’s very easy to understand.
It is indeed a useful information. Your contribution to knowledge dissemination in the field of welding and allied operations, is a feat that deserves commendation. The only area I beg to disagree with you is the Personnel approval. By this, I mean who is responsible for the approval of a WPS. Your writeup confer the authority on an authorised welding Inspector, which I technically disagree with. Professionally speaking, a WPS begins with a Preliminary Welding Procedure, that is expected to be written by a Welding Engineer, who thereafter hands over same to an Inspector for qualification/testing. After the qualification, the documents is returned back to the welding Engineer for final approval. The welding Engineer has the right to either approve or order a requalification. When similar issue was raised during my senior welding Inspector certification programme in TWI UK, where duties and responsibilities of a senior welding Inspector was being taught, we all criticised it but jokingly concluded at the end, that the job of a welding Inspector as it concerns Welding Procedure Qualification, is not far from that of an errand boy.
Thank you sir. it is very useful article.
Thank you and very useful information WPS
Thank you for publishing this it is very helpful.
It lovely. Made easy
Thank you for providing this article. It’ll be very useful for welders and pipe engineers.
Thank u sir for making more simple
Nice Information Sir …………………………..can you provide the article regrding Fabrication of Distillation Column
Thanks for sharing your knowledge
Nice information
Nice information.
Nice article. Very informative for those not familiar with the ASME B&PV Code, Section IX.
I agree with the comments about seeking out a Welding Engineer, the reason being that the process tables for variables are NOT a “How-To-Guide”. As seen in the forward of Section IX, God’s engineering judgement is required. For example, the WPS can increase the range of variables, to within limits for essential variables, and no limits for non-essential variables.
The creative license and abuse to the Science of Welding and Metallurgical effects to the cast weld metal and base metal Heat Affected Zones, can only be controlled by an engineer who has studied and experienced these issues.
Of the well over 400 thousand WPSs that I have had to review/comment/approve for the corporation or government entity that I was working for at the time, I typically find a WPSs that try to open up all variables to a level that their welders will not fail an audit. This can set a dangerous precedent for the safety and quality of the welded assembly.
Remember that the Code is the “minimum requirements” to be meet. The Welding Engineer needs to fully understand the Fit-Firm-&-Function of the assembly to insure that all proper testing has been completed.
Typically, Engineers not schooled in welding metallurgy become “Welding Lawyers” with respect to the Code. They can quote chapter and verse, but do not posses the level of understanding to ensure their company will not inherit a large level of Risk during the life of the product.
Seek expert guidance when identify all of the NDT and DT that should be done to the qualification coupon(s). Prepare the WPS and reduce the risk to stray too far from ALL of the variables used. Prepare the Welder Performance Test Procedure, and again use the Code as a minimum. Train the welders on anything that is different with this welding procedure versus other applications of the same welding process(es) and material grouping. Typically, the more the Welder knows, the lower the Rusk to the company.
Hope this helps us some small way for you and your readers to consider when working with Code requirements.
Tanks for this valuable post.now each and everything is cleared for me how to write Wps and which section is followed for that corresponding concern
Dear sir,
I watched ur vedio about wps. So plz make new vedio about how can write wps seperate Smaw , GTAW,etc
hello sir, can I get your contact number.
Thank u sir it’s a great effort made by u u HV mention all things in very simple way which r easy to understood …
Hi,Expert
Please Upload How to Select Welding Electrode,Filler Wire .Preheat and PWHT .
Requirements.
thanks for this information …Kindly please inform us about how prepare the WPS according to API 1104
& show the diff rents from IX
Best Regards
Sir there is single typing error in “some basic fact about Wps section. As the paragraph is written above –
“””These variables are listed in tables from QW-252 to QW-257. Please note that for each welding process, there is a separate table containing the list of all variables. For example list of variables (essential, nonessential and supplementary essential) for Shielded Metal Arc Welding (SMAW) is given in table QW-453.”””
In last line of this paragraph it should QW-253 instead of QW-453.
very informative
Dear Expert ,
Can you please explain briefly how to select welding electrode or filler wire ,and preheat ,pwht requirwment
nice article sir ,after reading your article some concept is clear .
Dear Sir ,
Can you explain me how to select weld coupon size for both procedure qualification & performance qualification with asme reference code number .
Guys if any one known please tell me .
Respected Sir,
It is a very good article or ASME sec ix summary you write and I want one more favor from your side please write or make one video on “HOW TO CALCULATE WELDING ELECTRODE?”
Well said. A got some good idea about welding procedure writing its help me a lot and boost up my writing skills.
Thanks.
REGARDING ARTICLE 4 NEED DETAIL EXPLAINATION
please explain about low hydrogen electrode storage and drying
can u plz make video of mechanical testing and their acceptance criteria
Nice and Very Informative Article
Thanks for Sharing it.
How to verify the WPS when someone is submitted for review? please make a video
hi sir ;
thks very much about your information ___
please i need formula for calculate _long _additional pipe ________
best regards_______________________
sir please explain QW 403.5
HOW TO KNOW THAT WHICH WELDING PROCESS IS SUITABLE DURING CREATE WPS?
Thanks a lot for the brief explanation sir