Summary of ASME BPVC Section IX – Part 2
In part – 1 of this article, we had discussed the general requirements as mentioned in part QG of ASME BPVC Section IX. To read part – 1 of this article please click here.
This article will cover the Part QW of ASME section IX, which is dedicated to the general requirements in the welding. Part QW is further divided into five articles, these are;
- Article 1. General requirements for welding
- Article 2. Procedure qualification for welding
- Article 3. Performance qualifications for welders/welding operators
- Article 4. Welding data
- Article 5. Standard welding procedure specifications (SWPS)
These articles contain general references and guides that apply to welding procedure specification, Procedure qualification and welder performance qualifications such as positions, type and purpose of various mechanical tests, acceptance criteria, and the applicability of Section IX.
Article 1. Welding General Requirements:
Article 1 mainly talks about the following;
- Weld orientation (QW 110)
- Test positions for Groove welding (QW 120)
- Test positions for stud welding (QW 123)
- Test positions for fillet welding (QW 130)
- Mechanical tests required for procedure qualifications and performance qualifications (QW 141)
- Volumetric NDE (QW 190)
QW 110: Weld Orientation: The weld orientation has been illustrated in the following figures;
- Figure QW 461. 1 – for groove welding – Page No. 180 of ASME Section IX, 2017 edition
- Figure QW 461.2 – for fillet welding – Page No. 181 of ASME Section IX, 2017 edition
Four different orientations (or positions) for welds (groove and fillet both) is mentioned, these are;
- Flat
- Horizontal
- Vertical
- Overhead
QW 120: Test positions for Groove welding: These positions are illustrated in the following figures;
- Figure QW 461.3 – for plate groove welding test positions (shown on page no. 182 of ASME sec IX, 2017 edition)
- Figure QW 461.4 – for pipe groove welding test positions (shown on page no. 182 of ASME sec IX, 2017 edition)
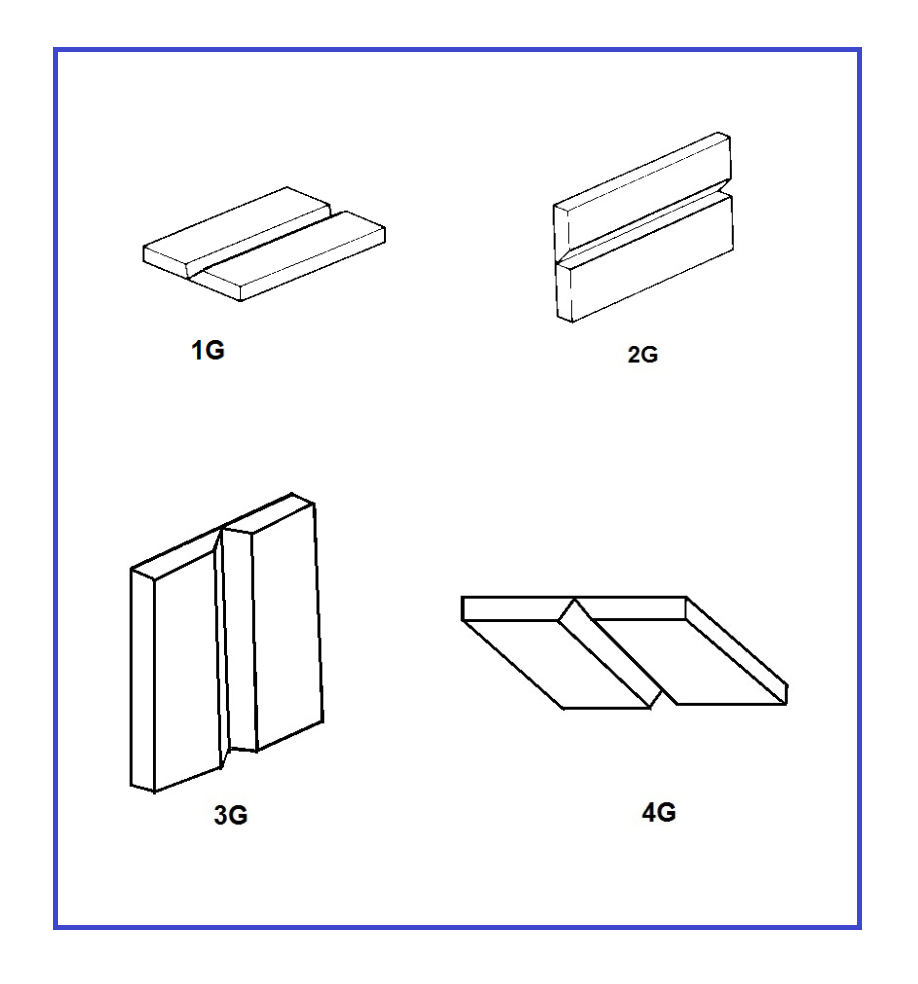
Test positions for plate Groove welds:
Test positions for plate groove welding are explained in QW 121 and the corresponding figures are shown in QW 461.3 of ASME Section IX, these positions are as under;
- Flat Positions (1G)
- Horizontal Positions (2G)
- Vertical Positions (3G)
- Overhead Positions (4G)
These positions are shown below (Figure – 1)
(Figure – 1)
To learn more about these positions please click here.
Test Positions for Pipe Groove welds:
Test positions for pipe groove welding are explained in QW 122 and the corresponding figures are shown in QW 461.4 of ASME Section IX, these positions are as under;
- Flat Positions (1G)
- Horizontal Positions (2G)
- Multiple Positions (5G)
- Multiple Positions (6G)
These positions are shown below (Figure – 2)
(Figure – 2)
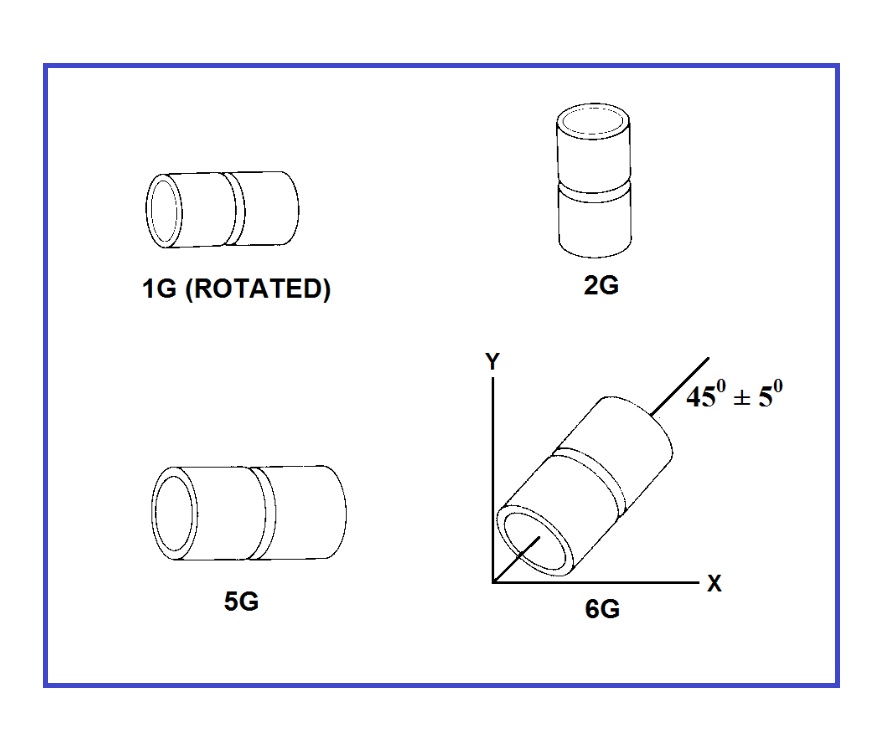 Please note that ASME section IX has mentioned four test positions for plate groove welding i.e. 1G, 2G, 3G, and 4G. Whereas, for pipe groove welding, the test positions are 1G, 2G, 5G, and 6G. There are no 3G and 4G positions for pipe groove welding.
Please note that ASME section IX has mentioned four test positions for plate groove welding i.e. 1G, 2G, 3G, and 4G. Whereas, for pipe groove welding, the test positions are 1G, 2G, 5G, and 6G. There are no 3G and 4G positions for pipe groove welding.
To learn more about these positions please click here.
Test positions for fillet welds:
QW 130: Test positions for Fillet welds: These positions are illustrated in the following figures of ASME Section IX;
- Figure QW 461.5 – for plate fillet welding test positions (shown on page no. 183 of ASME sec IX, 2017 edition)
- Figure QW 461.6 – for pipe fillet welding test positions (shown on page no. 184 of ASME sec IX, 2017 edition)
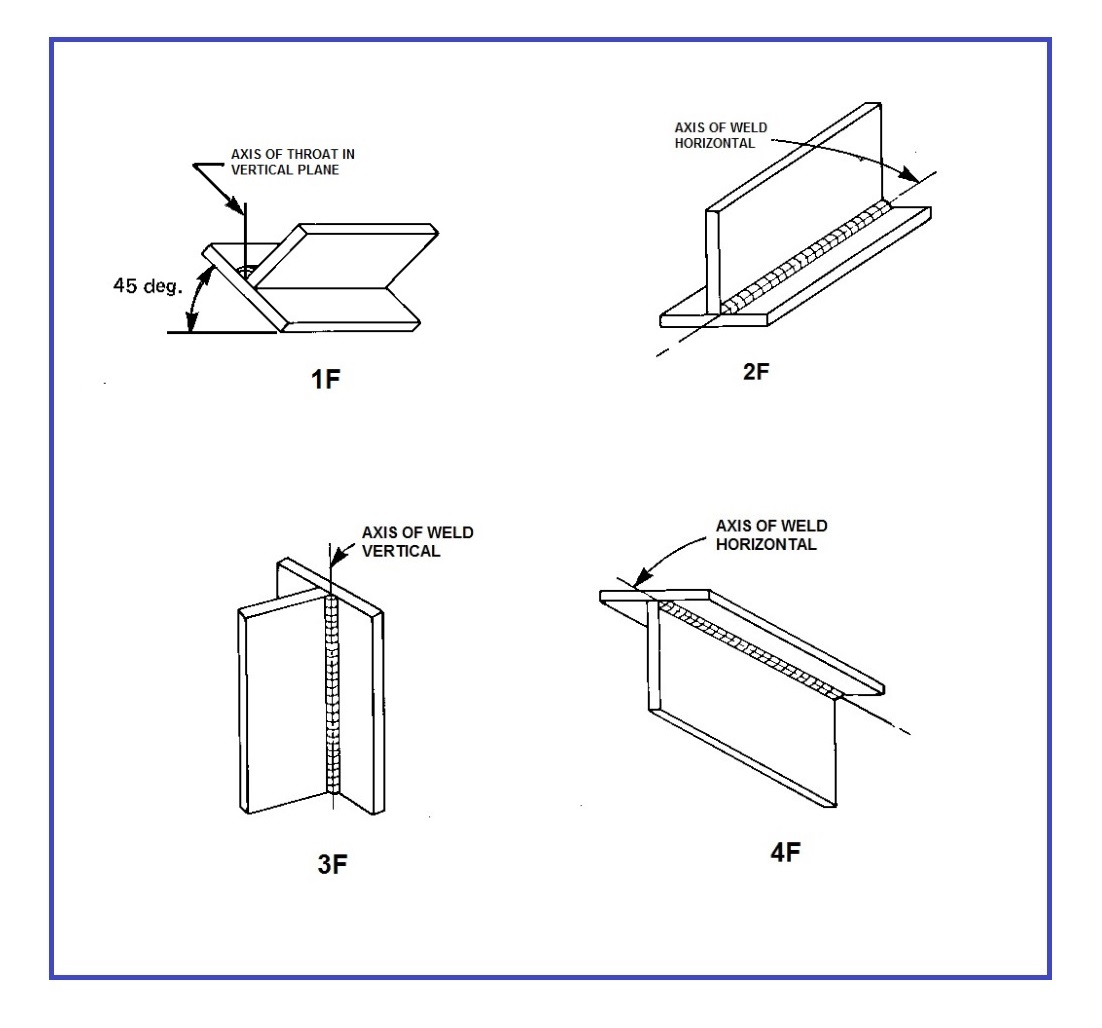
Test positions for Plate fillet welds;
Test positions for plate fillet welding are explained in QW 131 and the corresponding figures are shown in QW 461.5 of ASME Section IX, these positions are as under;
- Flat Positions (1F)
- Horizontal Positions (2F)
- Vertical Positions (3F)
- Overhead Positions (4F)
These positions are shown below (Figure – 3)
(Figure – 3)
To learn more about these positions please click here.
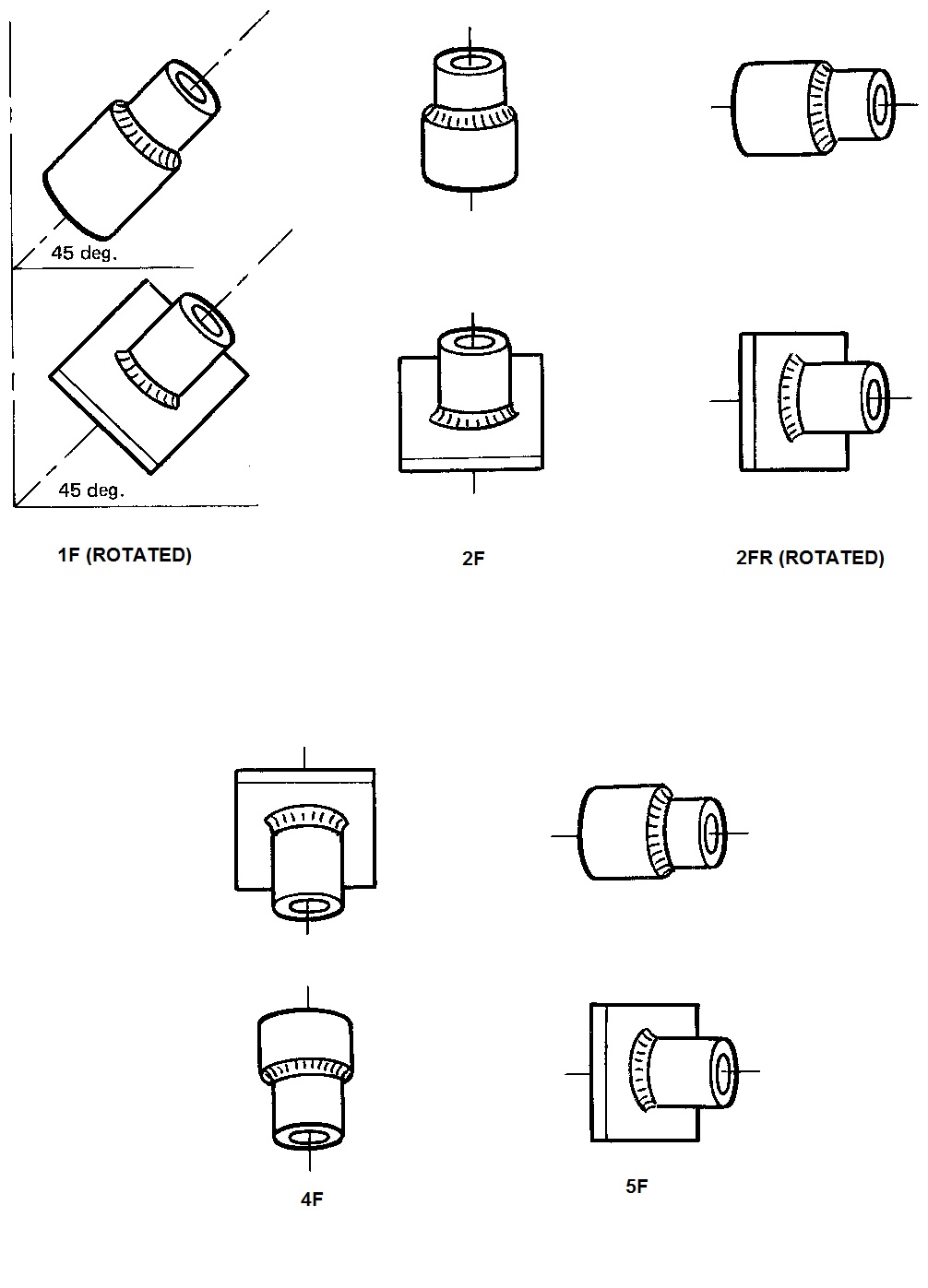
Test positions for Pipe fillet welds;
Test positions for pipe fillet welding are explained in QW 132 and the corresponding figures are shown in QW 461.6 of ASME Section IX, these positions are as under;
- Flat Positions (1F)
- Horizontal Positions (2F and 2FR)
- Overhead Positions (4F)
- Multiple Positions (5F)
These positions are shown below (Figure – 4)
(Figure – 4)
 To learn more about these positions please click here.
To learn more about these positions please click here.
Please note that we have two types of horizontal positions for pipe groove welding i.e. 2F and 2FR. 5F position for pipe fillet welding is termed as multiple positions.
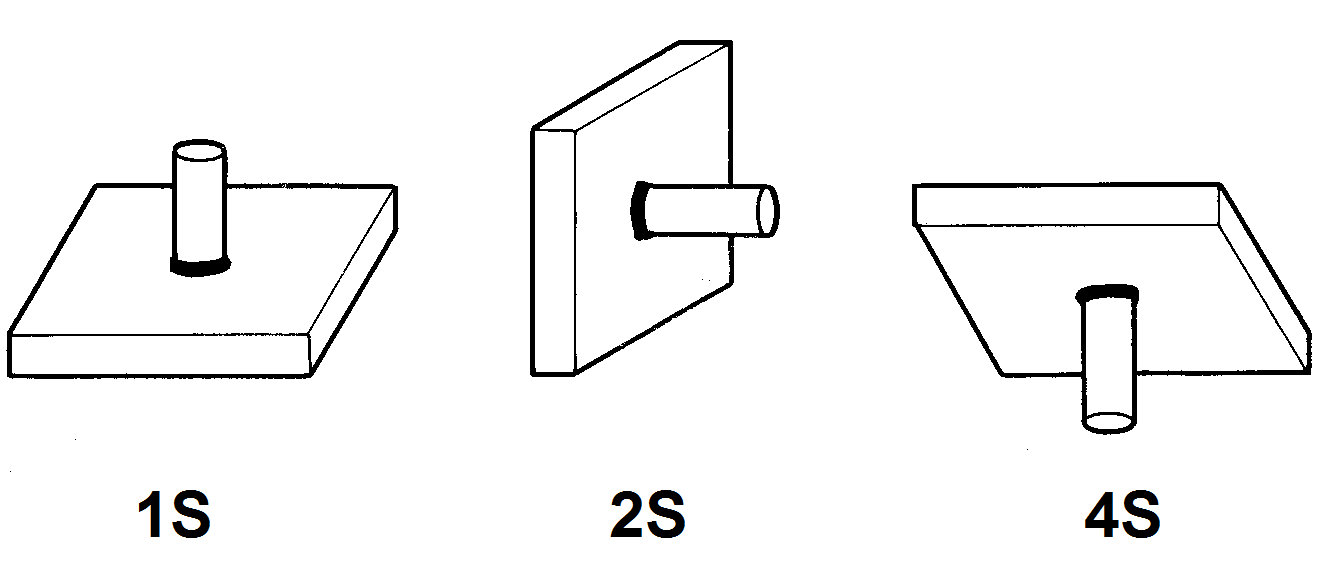
Test positions for Stud welds;
Test positions for stud welding are explained in QW 123 and the corresponding figures are shown in QW 461.7 (Page No. 185 of ASME Section IX, 2017 edition).
These positions are shown below (Figure – 5)
(Figure – 5)
Positions other than those defined in the ASME section IX will be called as special positions (Refer QW 124 and QW 133).
Mechanical tests required for procedure qualifications and performance qualifications
QW 141: Mechanical Tests: Mechanical tests required for Procedure qualifications or performance qualifications are;
- Tension Tests (QW 150)
- Guided Bend Tests (QW 160)
- Fillet-Weld Tests (QW 180)
- Toughness Tests (QW 171 and QW 172)
- Stud-Weld Test
These tests shall be discussed in the next part i.e. part – 3 of this article, please leave your valuable suggestions and feedback about the quality and contents of my articles.
Please click here to read the next part of this article.
(Note: The purpose of this article is to give a general guideline to the readers and it shall not be considered as a substitute of code. For full terms and conditions please read ASME Section IX, 2017 edition.)
Thank you !