
Dye Penetrant Test (DPT, LPI, PT) – Non Destructive Test
Dye Penetrant Test (DPT) is one of the most inexpensive non-destructive test (NDT) methods, used to check the surface irregularities of any component. This test method is popular by many names, which are as follows;
- Liquid Penetrant Inspection (LPI)
- Liquid Penetrant testing or Liquid Penetrant test (LPT)
- Penetrant Test or Penetrant Testing (PT)
The liquid penetrant test is one of the most widely used Non-Destructive Test (NDT) methods. It can be used to inspect almost all non-porous materials such as metals, plastics, ceramics, etc. We can only detect any surface discontinuity (or irregularity) such as surface cracks, porosity, pinholes, etc. by this test method.
Principle: DPT is based on the principles of CAPILLARY ACTION. By virtue of which, liquid tends to flow or seep into any narrow opening, even against external forces like gravity. This phenomenon occurs due to molecular attraction.
STEPS TO BE FOLLOWED FOR DYE PENETRANT TEST:
Procedure for Dye Penetrant Test can vary depending upon the factors such as the penetrant system being used and the condition and environment under which the inspection is performed. However, the general steps which are to be followed are as below;
Surface Preparation: The surface must be thoroughly cleaned, to make it free from dirt, oil, paint, grease, water, or other contaminants. For cleaning one can use dry cloths, solvents, cleaner, rust remover, etc. depending on the condition of the surface to be inspected.
Penetrant Application: After a thorough cleaning, Penetrant is applied. Penetrant is a red-colored Liquid. It can be applied on the surface by spraying (most common) or by brushing or by immersing the entire surface in a penetrant bath. The temperature of the surface shall be between 5OC to 52OC.
Dwell period: Leave the penetrant, as it is, on the surface for a minimum period of time (Known as Dwell Time or Dwell Period). During the dwell period, the penetrant seeps into the flaws (if present on the surface being inspected), due to Capillary action. The dwell period varies from 5 minutes to 60 minutes or even more than that depending upon the material and its service condition. The penetrant manufacturer also mentions the dwell period on the product itself. However, there is no harm in going beyond the minimum dwell period, provided that the temperature shall be ambient because at elevated temperature chances of penetrant getting evaporated will be always there. Hence at elevated temperature, one should strictly restrict to the recommended dwell time.
Removal of excess penetrant: After leaving the surface for the recommended dwell period, the penetrant shall be cleaned, for cleaning the excess penetrant cloth and penetrant removal shall be used. While cleaning the excess penetrant, two things shall be taken care of;
- Cleaning should be unidirectional i.e. cleaning shall be done in one direction only. To and fro cleaning shall be avoided.
- Penetrant remover/cleaner shall not be applied directly on the surface rather apply the penetrant remover/cleaner on the cloth and that cloth should be used for cleaning.
(Method of cleaning may vary, depending on the type of penetrant used)
Application of Developer: After a thorough cleaning, a thin layer of developer is applied. Two things shall be taken care of while spraying the developer;
- Shake the bottle rigorously
- Maintain a distance of 10 to 12 inches from the surface, while spraying the developer
- After spraying the developer wait for 10 minutes to 60 minutes (development time)
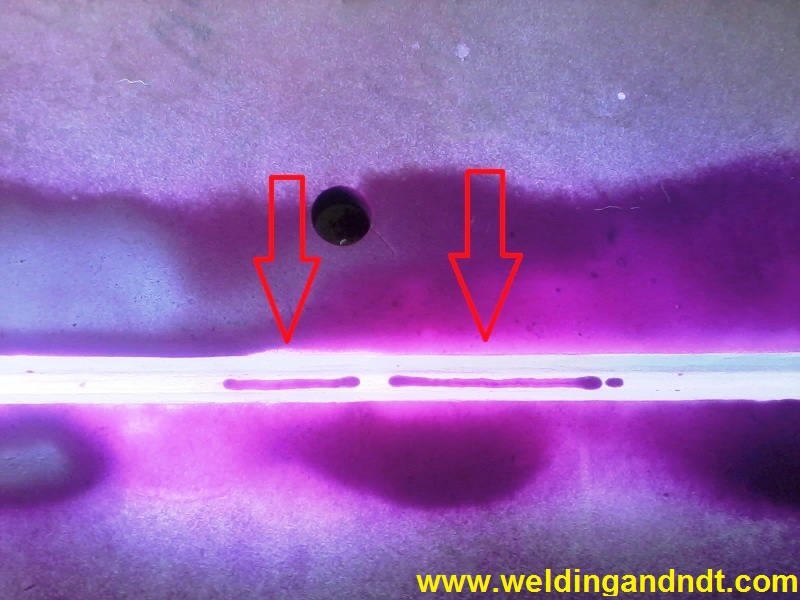
The developer sucks the trapped penetrant on the surface, from the flaws (if present). That is the penetrant bleeds out on the surface and it appears in sharp red color. The developer is a white color liquid and hence the penetrant appears in a sharp red color, hence we can easily identify the flaws.
Inspection: After the application of the developer wait for 10 to 60 minutes and then perform the inspection. Appropriate lighting is necessary to detect the indications from any flaws which may be present. The minimum light required is 1000 Lux or 100 foot-candles.
Advantages of Dye Penetrant Test:
- One of the major advantages of the Dye penetrant test (DPT) is its portability. The Penetrant testing kit (Penetrant/cleaner/developer) is very lightweight and small in size, hence can be easily transported at any place.
- Dye Penetrant test is quite inexpensive as compared to other non-destructive methods viz. MT, UT, RT, and ET, etc.
- DPT is very sensitive and small discontinuities can also be detected easily.
- Almost all non-porous materials such as metals, plastics, ceramics, etc. can be inspected by DPT.
- This test consumes very little time; hence material could be inspected rapidly.
- Complex geometric shapes can also be inspected with ease.
Disadvantages of Dye Penetrant Test:
- One of the major disadvantages of the Dye penetrant test (DPT) is that only surface flaws or discontinuities can be inspected.
- Requires pre-cleaning of the surface to be inspected.
- Only Non-porous materials can be inspected.
- Requires post cleaning
- Requires proper handling and disposal of chemicals.
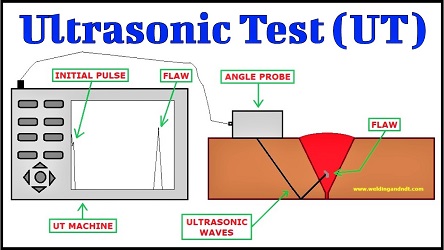
Also, read Ultrasonic test (UT) basics
Also, read Radiography testing (RT)
Also, read Angle probe calculation for Ultrasonic test (UT)
Also, read: Thickness range for the welder qualification test
Watch this demo video (in Hindi/Urdu) to understand the steps involved in performing the Dye penetrant test.
Watch this demo video (in English) to understand the steps involved in performing the Dye penetrant test.
The following photographs are for your better understanding;





Its very good to see the basic information about PT. Keep it up and I’ll wait for the similar information about other techniques.
Please correct
1. Typing Error in Step 4: Removal of Excess Penetrant instead of Removal of excess period.
2. Developing time is Minimum 10 minuites to maximum 60 minutes as per ASME Section V Article 6, T676.1.
Dear Mr. J Dinkar
Thank you for visiting the website and bringing the errors into my notice. I’ll be adding more and more relevant articles and videos so please keep on visiting the site.
Regards
sandeep Anand
Sir ji nice information. We R also performing the same at site . Would you suggest acceptable % red spot’s om running welding
Dear Sir,
Its good that you are performing DPT and have taken my website as your reference. Acceptance criteria depends on the applicable code. Each code has its own acceptance criteria. Please Send me the applicable code then only I will be able to give you the acceptance criteria. You can email the applicable code to weldingandndt1@gmail.com
Regards
Snadeep Anand
DPT is very useful only for surface defects.
But regarding depth we can’t tell exactly.
Please correct me if I am wrong.
Thanks for sharing your knowledge….
Dear Mr. Mohammed Shahnawaz
Yes you are right, With the help of DPT we can detect Surface defects only. MPT can be used for surface and subsurface both and to scan the entire weld we may use UT or RT (some advanced methods are also available). You can also watch my welding and NDT tutorial videos on http://www.youtube.com/weldingandndt
Regards
sandeep Anand
Respected sandeep sir
Whatever the videos that u r uploading is very knowledgeable.
Sir please upload a video on magnetic particle testing .
Dear Mr. Aurangzeb
Thank you for watching my videos and visiting the website. Very soon I will upload videos on Magnetic particle testing, please keep in touch for the updates.
Regards
Sandeep Anand
Respected sandeep sir
You r uploading video is very knowledgeable. and imp. for freshers and exp. employs,
Sir, please upload a video on Ultrasonic testing testing .in briefly
Regards
Santosh patil
Sir Please Tell me what is the difference between NDT and DT.
Sir very nice Blogs, Kindly Provide the Inspection Procedure
Follow The Website Inspection for industry.com
Dear sir
This is so nice blogs .
They help me to understand the penetrations and
NDT etc. Thanks allot
this very use ful to every important production unit
Sir, NDT is non-destructive testing and DT is destructive
how to do repairing procedure for the defect that we can detect in metal?