(FCAW) Flux Cored Arc Welding
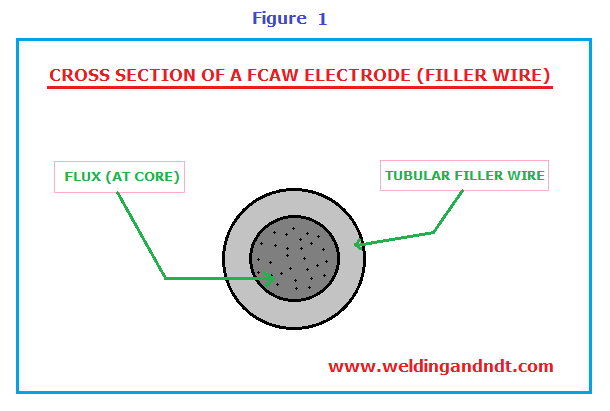
Flux cored arc welding (FCAW) is a welding process that uses the heat produced by an arc generated between a continuous tubular filler metal (electrode) and the work piece. The filler metal is hollow with flux at the core. Flux present at the core of the filler metal shields the molten weld pool from atmospheric contamination.
Flux Cored Arc Welding are mainly of two types:
- Self-Shielded (FCAW – S)
- Gas Shielded (FCAW – G)
In case of FCAW – S, flux present at the core of the filler metal, acts as shielding agent and protects the molten weld pool. Whereas, in FCAW – G, shielding gas is also used along with the flux (in the filler metal) hence FCAW – G is a dual shielded welding (Primary shielding – Flux, Secondary shielding – gas), which adds greater flexibility to the process.
FCAW process is very much similar to GMAW, Both the welding processes use a continuous feeding filler metal (electrode). Basic difference between the two welding processes is the composition of their filler metal. A solid wire is used as a filler metal (electrode) in GMAW. Whereas, a tubular or hollow filler metal with flux at the centre is used in FCAW (Figure 1). Second difference is the shielding gas, GMAW requires a shielding gas to protect the molten weld pool. Whereas, in FCAW shielding gas is optional due to the presence of primary shielding by flux at the core of the filler metal (electrode). Power source used for FCAW and GMAW is same.
Flux cored arc welding is capable of producing high quality weld at a high deposition rate. It’s a semiautomatic process and can be automated too. FCAW is a very efficient welding process and high-integrity welds can be achieved with less effort and lower cost, that’s why industries are preferring this welding process.
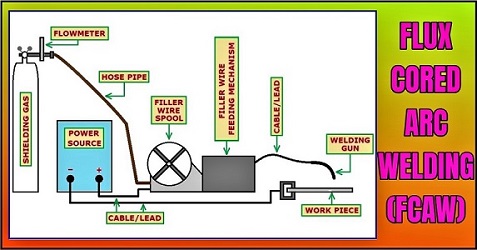
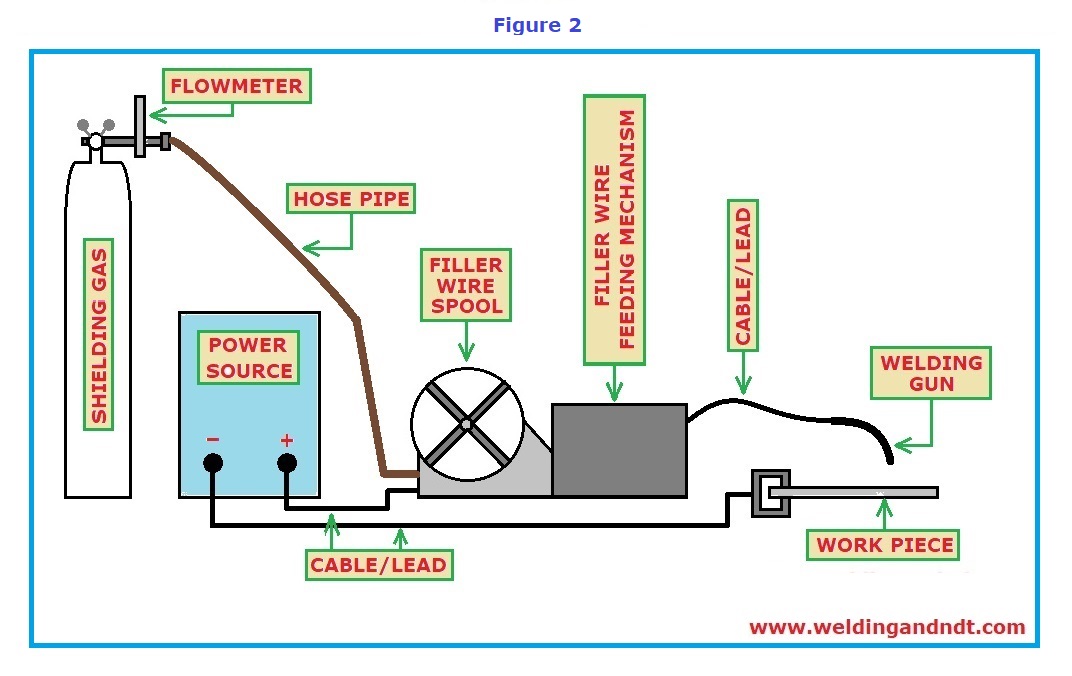
The Equipment needed for FCAW set up are (Figure 2):
- Power Source
- Filler metal feeding Mechanism
- Welding Gun
- Shielding Gas
- Welding cables / leads and gas hoses
Power Source: The power source used for FCAW is Direct Current (DC) constant voltage type, similar to power sources for GMAW. There should be a voltage regulator, capable of adjusting the volts at an increment of one volts or less.
Filler metal Feeding Mechanism: Feeding mechanism supply the filler metal at a constant speed (pre-set) to the welding gun from filler wire spool. Feeding mechanism should be such that filler metal doesn’t get damaged or distorted during rolling.
Welding Gun: Welding gun facilitates and controls the filler metal as well as provides smooth passage for the shielding gas. Electrode is controlled by a switch, which is mounted on the welding gun. Welding guns are either Gas (or air) cooled and water cooled.
Welding cables / leads and gas hoses: Welding cables are used to connect the welding gun with power source and work piece with the power source. Shielding gas is supplied through a hose pipe.
Advantages of FCAW:
- High deposition rate and higher productivity is one of the main advantage of the FCAW
- Suitable for all positions
- Can be used for a variety of materials
- Consistent welding with lesser defect
- Yields high quality weld with less effort and lower cost.
- Provides excellent penetration (especially for thick materials)
- Excellent weld appearance
- Less distortion compared to SMAW
Limitations of FCAW:
- FCAW process is limited to ferrous metals and Nickel based alloy welding.
- Produces a slag cover on the weld metal which must be removed
- Equipment is costlier and complex compared to SMAW
- Produces more smoke and fumes than GMAW and SAW
- Higher filler metal cost than solid wire used in GMAW
Also read: Submerged Arc Welding (SAW)
Also read: Gas Tungesten Arc Welding (TIG)
Also read: Welding Symbols
Also read: Welding Electrodes
Also read: Oxy-Fuel Welding (Oxy-Acetylene/Gas Welding)