MIG Welding – Gas Metal Arc Welding (GMAW)
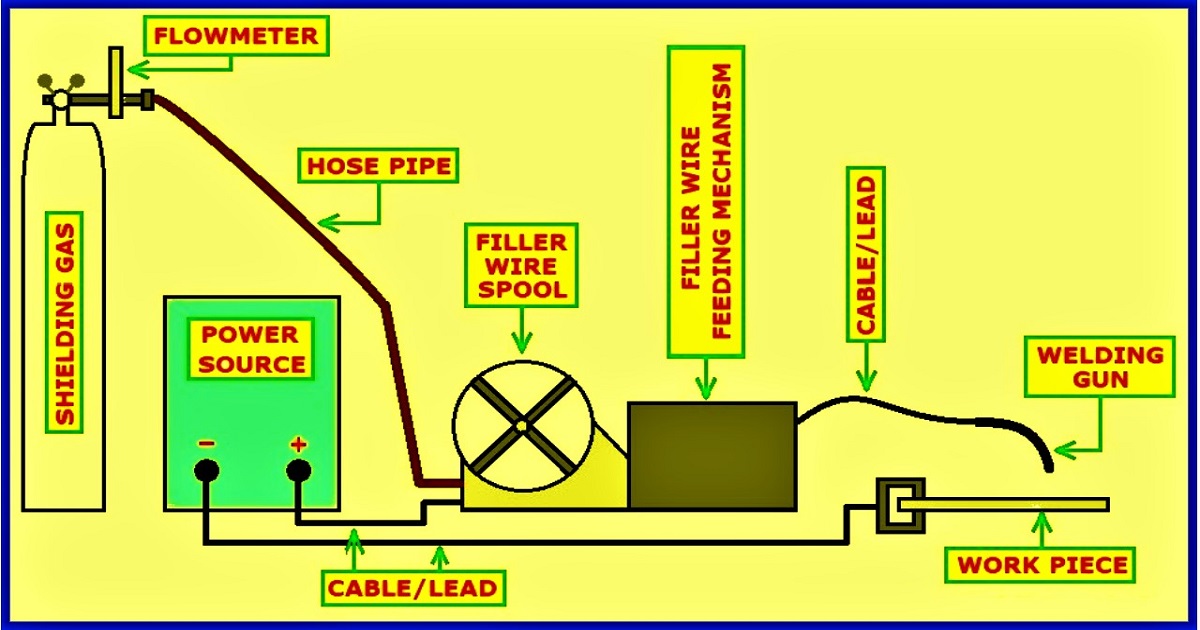
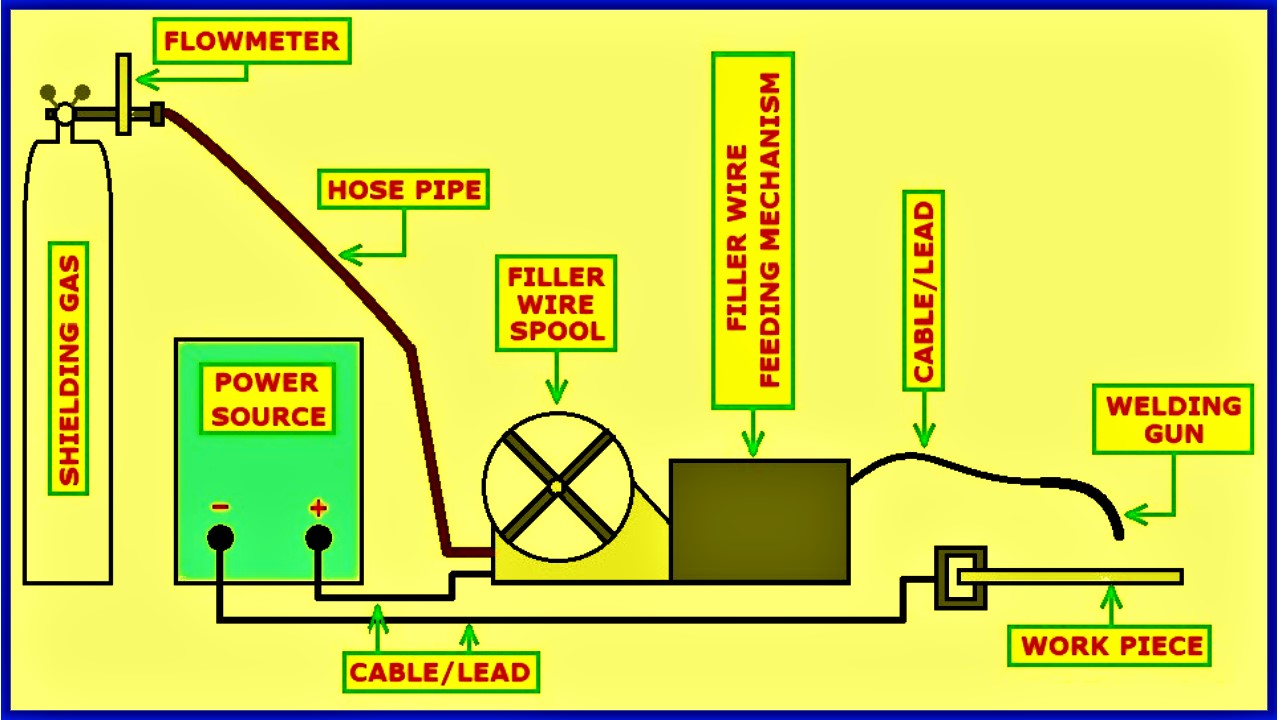
MIG welding or Metal Inert Gas Welding is also known as Gas Metal Arc Welding (GMAW). In MIG welding process, consumable electrode is used in the form of filler wire and a shielding gas such as Argon, Helium, Carbon dioxide or a mixture of these gases are used. These gases shield the molten weld pool from atmospheric contamination. The shielding gas is allowed to flow through the weld gun. The electrode or filler metal of MIG welding (which comes in wire form) is fed continuously, at a fixed rate, by a feeding mechanism. The filler wire gets consumed during the process and thereby provides the required filler metal. This process is illustrated in the below Figure (Figure 1).
Whenever Carbon dioxide is used as a shielding gas in Gas Metal Arc Welding (GMAW). The term MAG (Metal Active Gas) welding is used because Carbon dioxide is an active gas. Whereas, other shielding gases such as Argon and Helium are inert in nature. Hence, whenever these gases are used as shielding gas, the term MIG (Metal Inert Gas) welding is used
Selection of shielding gas should be done with lots of care. A mixture of CO2 and Argon is considered a good combination. 75% Argon + 25% CO2 (very popularly known as “75/25” or “C25”) works as the best “all-purpose” shielding gas for carbon steel. It results in the least amount of spatter and proper weld bead.
100% carbon dioxide yields deeper penetration, but extra caution is needed since it may increase the amount of spatters.
The equipment needed for GMAW set up are (Figure 1):
- Power Source
- Filler metal feeding Mechanism
- Welding Gun
- Shielding Gas
- Welding cables or leads and gas hose pipes
Figure – 1
In MIG welding, Voltage, Current, and wire feed speed must be controlled for producing sound welding.
Voltage controls the weld profile. Whereas, Current controls the heat input, size of weld, and depth of penetration.
The following table (Table – 1) gives the relationship between the current range and the filler wire feed speed, based on the filler wire diameter. This table is just a guide and the ranges may vary depending upon the shielding gas and parent metal.
Table – 1
Mig welding wire speed and Current chart:
|
S.No. |
Diameter (mm) |
Current Range (A) |
Wire feed speed (m/min) |
|
1 |
0.6 |
40 – 100 |
2 – 5 |
|
2 |
0.8 |
40 – 150 |
3 – 6 |
| 3 | 1.0 | 100 – 280 |
3 – 12 |
| 4 | 1.2 | 120 – 350 |
4 – 18 |
The following figure (figure – 2) shows a GMAW welding gun:
Figure – 2

Advantages of GMAW (MIG Welding)
- GMAW can be used to weld all commercial metals and alloys
- No restriction of limited electrode length as we face in shielded metal arc welding (SMAW).
- Due to the gas shielding, no additional flux is required for the protection of the molten pool
- It can be used to weld in all positions.
- Higher deposition rates than shielded metal arc welding (SMAW)
- Due to the continuous electrode feeding mechanism, we can achieve higher welding speeds and higher filler metal deposition rates than shielded metal arc welding (SMAW)
- Due to the continuous electrode (wire feed) feed, longer welds can be deposited without intermediate stops and starts;
- Very less post-weld cleaning is required due to the absence of any heavy slag;
- Comparatively easy to learn and less skilled welders can also do the MIG welding.
- This process can be easily automated
Limitations of GMAW (MIG Welding)
- The GMAW equipment is more complex, costlier, and less portable than that for shielded metal arc welding (SMAW)
- Due to the absence of flux covering, chances of faster cooling rates exists which may affect badly
- Shielding of the molten weld pool is quite difficult during windy and drafty environments. High chances of porosity in the weld metal during windy environments.
- MIG welding requires moderate cleaning of joints before welding

Hi Sandeep,
Good work. For GMAW, include the most important factors,
1) Mode of metal transfer
2) Shielding gas selection /Mixtures / Gas properties
3) Welding Variables- Current,electrode angle,electrode stick out,speed,welding position, inductance effects
4) Power source characteristics
5)Advancement in GMAW
6) Solid wire vs metal core wires
6) Why GMAW instead of FCAW
7)Welding issue with GMAW (eg: cold laps)
This will give the complete info about GMAW
Take care and good luck
Regards,
Gowrish