TIG Welding or Gas Tungsten Arc Welding (GTAW)
Gas Tungsten Arc Welding (GTAW) is also known as Tungsten Inert Gas Welding (TIG Welding). It is an arc welding process that uses a non-consumable electrode made up of Tungsten (or an alloy of tungsten).
In TIG welding, the arc is generated between the tungsten electrode and the workpiece to produce the necessary heat required for the welding. Shielding gas is also required, in TIG welding, for the protection of the molten weld pool from atmospheric contamination. Inert gases such as Argon or Helium can be used as shielding gas. Additional filler metal may be added in this process.
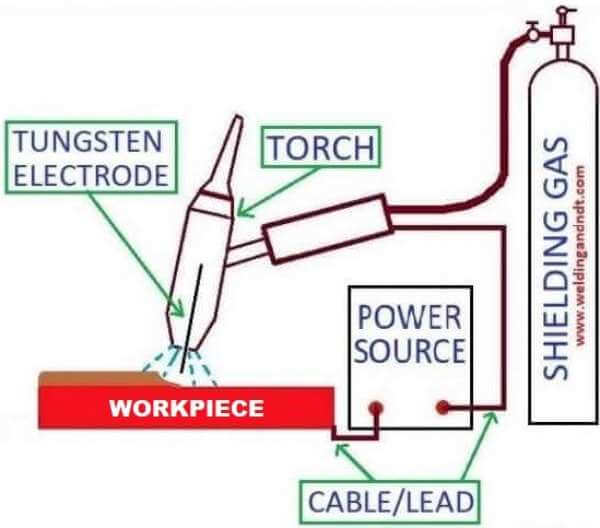
The tungsten (or tungsten alloy) electrode is held in a torch. Shielding gas is fed through the torch to provide an inert atmosphere that protects the electrode and the molten weld pool. An electric current flows from the tip of the electrode to the workpiece through conductive ionized shielding gas and the arc is generated. Additional filler metal may also be added to the molten weld pool to fill the joint. The TIG welding process is illustrated in the following figure:
Welding current:
TIG welding can be used with direct current (DC) as well as alternating current (AC), Choice of the current largely depends upon the metal to be welded. Direct current with electrode negative (DCEN) also known as “straight polarity” is commonly used in GTAW since it facilitates deeper penetration and fast welding speed. Direct current with electrode positive (DCEP) also known as “reverse polarity” is avoided in GTAW because it causes overheating of electrodes.
Components of GTAW:
The basic components of the TIG Welding process are:
1. Power source
2. Electrode
3. Welding Torch
4. Shielding Gas
1. Power Source: A constant current power source is the most common and appropriate power source for the TIG welding process. A transformer-rectifier power source is used to supply the required power.
2. Electrode: Either pure tungsten or tungsten alloys are used as GTAW electrodes. The reason for using tungsten as an electrode is its high melting point (34100C or 61700F). In TIG welding, the electrode acts as an electrical terminal and generates the required heat for melting the base metal, unlike the other conventional welding process such as SMAW/GMAW the electrode doesn’t get consumed during the welding. Additional filler metal is fed if required.
The TIG welding electrodes come in a variety of sizes and lengths. Classification of tungsten electrodes is done based on chemical composition. These electrodes are color-coded to distinguish them from others. The color appears at the tip of the electrode. Different types of TIG welding electrodes are as follows;
- Pure Tungsten (Color Code: Green)
- Thoriated (Color Code: Red)
- Ceriated (Color Code: Orange)
- Lanthanated (Color Code: Gold)
- Zirconiated (Color Code: Brown)
- Rare Earth (Color Code: Gray)
To know more about color coding and its uses of tungsten electrodes please click here.
3. Welding Torch: The GTAW welding torch holds the tungsten electrode and provides the means to convey shielding gas to the molten weld pool through a nozzle. A clamping device called the collet is provided in the torch for holding the tungsten electrode. Collets are generally made up of copper alloys. Nozzles are provided onto the head of the torch to provide direction for the shielding gas flow. Nozzles are generally made up of ceramic materials.
4. Shielding Gas: Shielding gas is supplied through the nozzle of the torch to prevent the atmospheric contamination of the molten weld pool. Inert gases such as Argon or Helium or a combination of both can be used as shielding gas.
Argon provides a smoother and quieter arc with reduced penetration, apart from this, the cost of argon is less as compared to Helium. Due to its reduced penetration Argon is used for the joining of thinner metals. On the other hand, Helium provides higher heat penetration hence useful for thicker materials and materials with high heat conductivity such as Aluminium and Copper.
Advantages of TIG Welding:
1. TIG welding produces high-quality weld, most suitable for industries requiring precision weldings such as aerospace industries and nuclear industries.
2. No flux is required due to the presence of shielding gas.
3. Produces spatter-free joints.
4. Welding can be made in all positions.
5. Dissimilar metals may also be welded with this process.
6. TIG welding process can easily be automated.
7. Excellent root pass weld penetration can be obtained with TIG welding.
Limitations of TIG Welding:
1. Lower deposition rate as compared to other consumable arc welding processes.
2. Slightly more skilled welders required as compared to Shielded metal arc welding (SMAW) or gas metal arc welding (GMAW).
3. Very low tolerance for contaminants on filler or base metals.
4. TIG welding is quite expensive than other conventional welding processes such as Shielded Metal Arc Welding (SMAW) or Gas Metal Arc Welding (GMAW).
5. Shielding of the molten weld pool is quite difficult during windy and drafty environments.
Also read: MIG Welding
Also read: Types of Welding
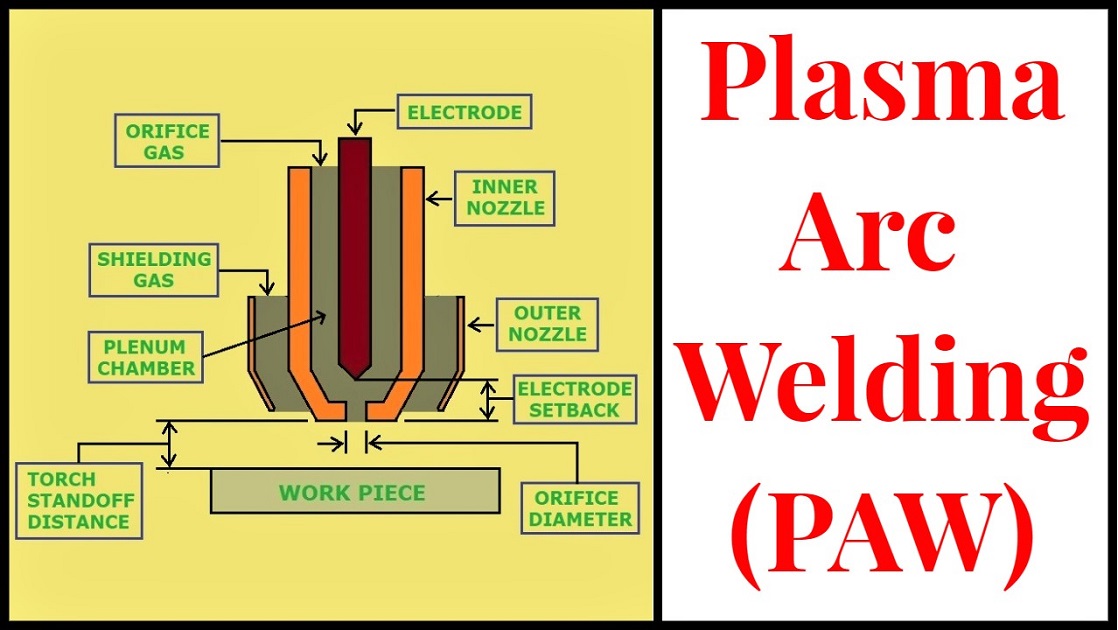
Also read: Plasma Arc Welding (PAW)
Also read: Flux Cored Arc Welding (FCAW)
Also read: Submerged Arc Welding (SAW)
Please watch the following video for a better understanding of GTAW/TIG Welding:

Can We Tig Weld Aluminuim? or we should go with stick welding as everyone says?