How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ for A Static Pressure Vessel (Part-3)
Scope:
In part-2, of this article, we had discussed the sequence to be used for qualification of procedure (PQR) which needs to be approved by customer/client/TPI. (Please click here to read that article)
Now we shall proceed for performance (welder) qualification i.e Welder performance qualification – WPQ or welder qualification test – WQT (which will be discussed in brief as the steps are identical to PQR qualification). This discussion shall be as per the proposed list mentioned in Part-1 (Click to see). We will see the weld map preparation again for final customer approval and issues of the shop weld plan to the shop for fabrication.
The general steps for welder performance qualification (WPQ or WQT) are as mentioned below (Please note that these steps are not mandatory and vary for each and every case);
(Based on PQR qualified (let us assume that all the testing got cleared and PQR was signed in article-2 by the concerned). WPS’s shall be prepared on basis of above qualified PQR’s for use in the Static pressure vessel fabrication and qualification of WPQ.)
Step 1:
The WPS along with test certificates of base metal, filler metal, and machine (welding power source) calibration report to be used for WPQ shall be offered to TPI.
In most of the cases, the customer specifications demand the WPQ to be witnessed by TPI (Lloyds, BV, TUV, HSB, etc..) also the welding engineer shall in each case qualify a WPQ under TPI’s only so as to show the credibility of the same to future clients.
Step 2:
Now at this stage generally the TPI will just review the TC (considering he/she has enough confidence in our QMS system). All the test coupons (pipes) on both sides of the hard stamp of the TPI will be taken. The pipe shall have a width of at least 150 mm so can it be used repeatedly along with appropriate circumference (for either RT/UT or mechanical testing – at least 150 mm recommended) and the thicknesses as mentioned in the proposed WPQ (Recommendation based on the Author experience not to be constituted as mandatory).
Step 3:
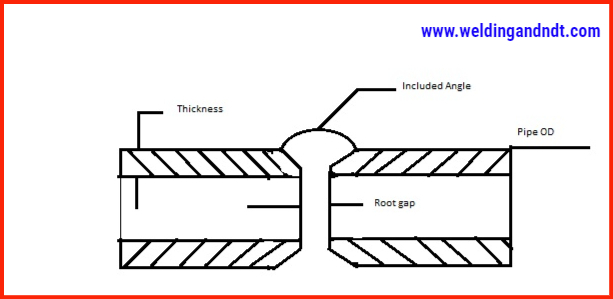
Before setup of the test coupon, LPT examination of the edges may be performed so as to ascertain no surface defects are present. Now the qualification of test coupon shall be in vertical up position, as it will qualify the procedure in all positions with/without impact test requirements. The Included Angle, Bevel Angle, Root Face, and Root Gap, etc. can be verified using the following instruments;
- Vernier Caliper – Photo 1
- Angle (Bevel Protector) – Photo 2
- Bridge Cam (Universal) Welding Gauge – Photo 3
- Hi-lo Gauge
Photo 1

Photo 2

Photo 3

Step 4:
Now the edge preparation shall be done by gas cutting (however machining can also be used) but it will be recommended to use the edge preparation method same as that to be utilized in actual fabrication (however this is not an essential variable). Pipe fixture (Photo – 4) can be used pipe alignment.
Photo 4
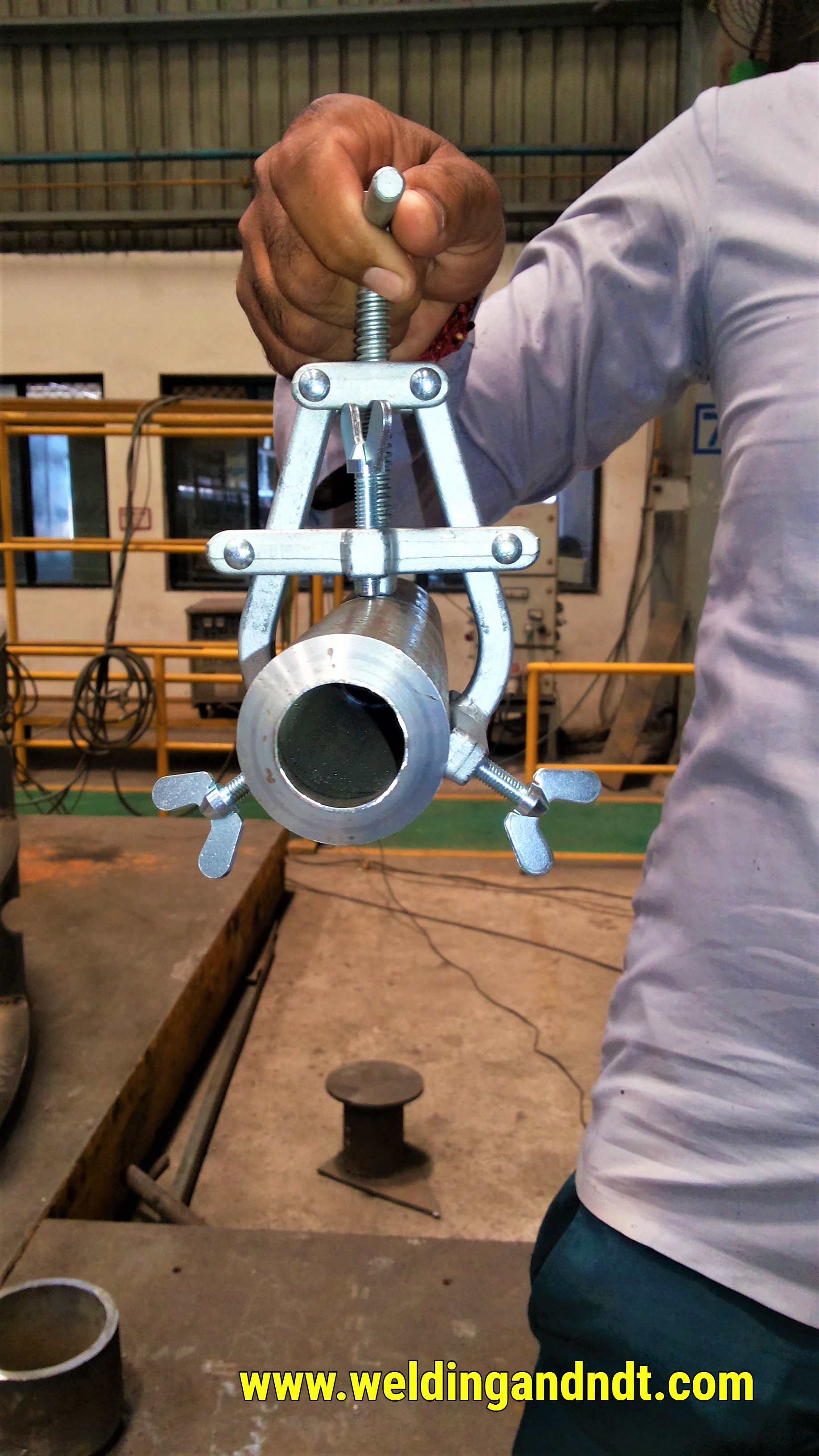
For setup of pipe fixture as mentioned below (Photo – 5) can be used for proper alignment (C cleats can also be used @ 120° apart) and uniform root gap. While keeping the fixture in place and filler wire inserted in form of U to maintain the uniformity of root gap 3 tack welds of 10 mm length each as 120° to be made and afterward the fixture can be removed.
Photo 5

Note:
- Fixtures shall not be used as a lifting device in any case.
- For SMAW WPQ either a single root run of GTAW or ceramic backing can be used.
Step 5:
The Edge preparation after cutting shall be ground smooth to base metal surface to remove any slag formed during the cutting operation. Schematic Sketch is shown below (Photo – 6):
Photo 6
Step 6:
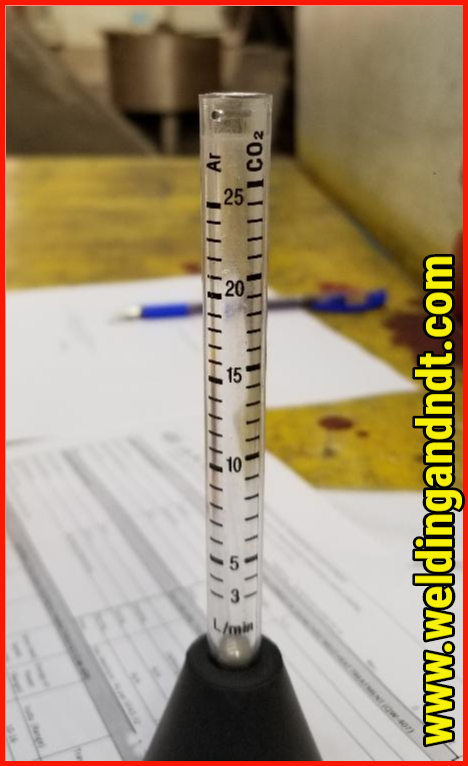
Now the welders will be briefed about the task on hand as per qualified WPS (essential variables) and a piece of the plate will be used to set the current, voltage, travel speed and gas flow rate which will be measured appropriately by using the following instruments;
- AC/DC Clamp meter – Photo 7
- flow meter gauge – Photo 8
- Vernier – Photo 2
Photo 7
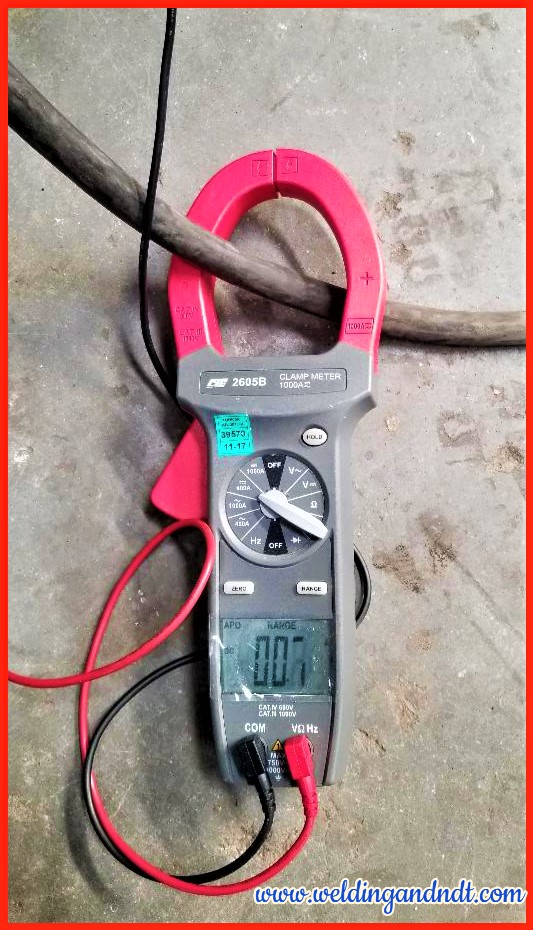
Photo 8
Step 7:
Now the welder shall start welding (as per qualified WPS in 6G position) and at least one welding engineer/welding training in charge per test coupon shall be deputed to record the parameters on the parameter format (welder performance qualification parameter record sheet).
In most of the cases, the root run is witnessed by the TPI and he/she signs the sheet and allows the rest of the welding but all the passes can be witnessed by the TPI (Refer 2nd page of the parameter sheet as mentioned in Serial No. 10).
Step 8:
All the parameters need to be recorded on the parameters sheet (as mentioned in serial no 10) and after completion of the test coupon welding, the parameter sheet shall be signed by Welding Engineer and TPI.
Step 9:
Pipes (Single Side Welded – GTAW & GTAW + SMAW process) are allowed to cool below 50° C and then perform LPT (Liquid penetrant test)
Please click here to download sample WPS for GTAW process
Please click here to download sample WPS for SMAW + GTAW process
Step 10:
After clearing LPT examination RT/UT or mechanical testing can be performed as per ASME SEC IX (for this case author will perform RT only).
If there is any repair in the test coupon, the same shall be marked suitably and if the whole length of the test coupon is full of defects (Lack of Fusion, Inclusions, etc..) same shall be discarded and the welder stands disqualified and may be allowed to weld another test piece after appropriate retraining and if the test coupon clears either RT a report of the same shall be prepared by ASNT NDE L_II qualified personnel which later on will become part of the WPQ documentation.
To understand more about acceptance criteria for Radiography Test (RT) of welder performance qualification test coupon (As per ASME BPVC Section IX), Please watch the following video;
[embedyt] https://www.youtube.com/watch?v=jAtiB89AjHo[/embedyt]
Step 11:
Now supposing all the welders clear RT examination WPQ will be prepared for each welder and a welder id card will be issued detailing the essential variables as the welders will not be allowed to keep a copy of WPQ (opinion of the author only).
Please click here to download the format for welder performance qualification in SMAW process
Please click here to download the format for welder performance qualification in GTAW process
Step 12:
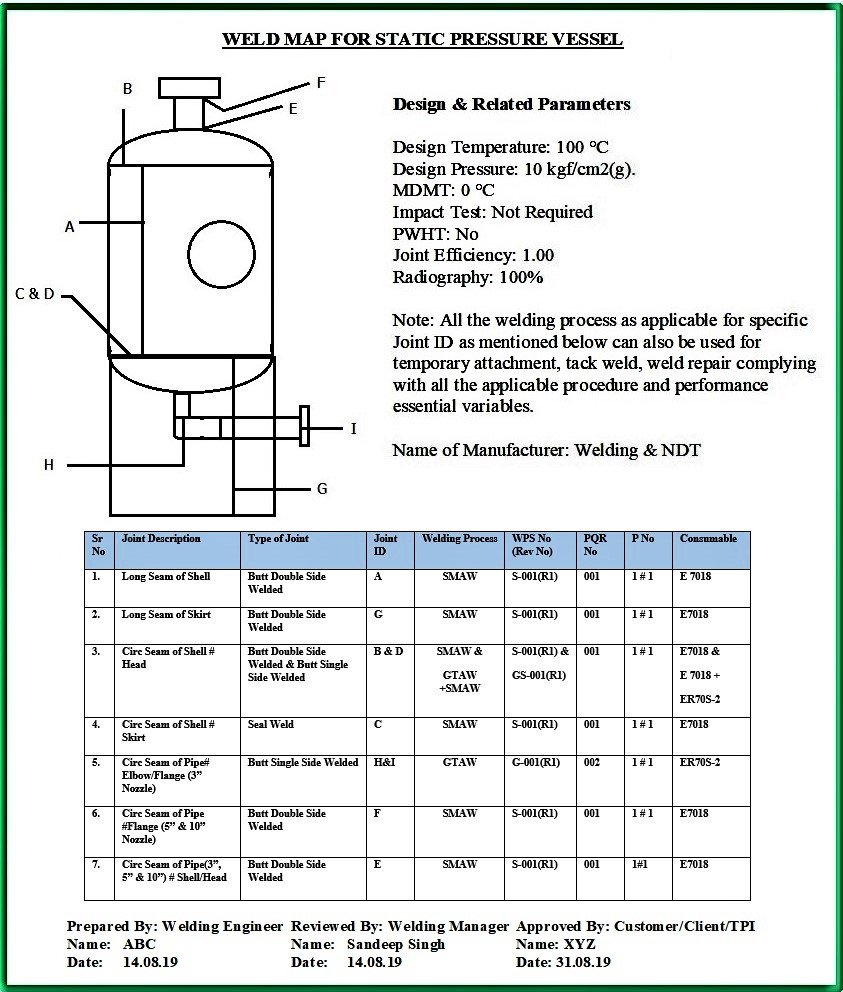
Now after completion of all qualified WPS, PQR and WPQ’s, the welding engineer shall now prepare weld map for fabrication approval of the customer/client/TPI and which may take the following form (Photo 9):
Photo 9
Step 13:
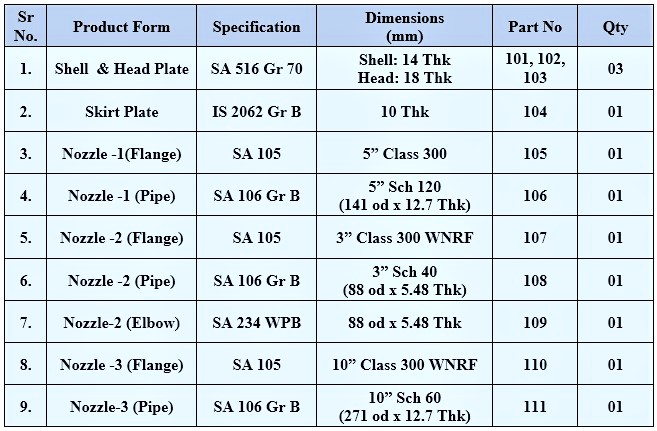
Now the Shop Weld Plan will be prepared in reference to the below-mentioned parts list: (please click here to download a sample weld plan, which we will use in our case).
Step 14:
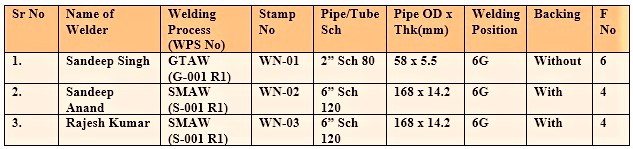
The List of the Welders shall be amended now to show the qualification of the welders;
Step 15:
Now all the documents viz. Weld map, WPS, PQR, Qualified Welder List, and WPQ will be submitted for approval of the customer/client/TPI.
Step 16:
After approval, the Shop Weld Plan along with WPS and qualified welder list will be issued in Welding & NDT (Manufacturer of Static Pressure Vessel) shop for fabrication.
Note: If there are any changes like the addition of deletion of seam no the same will need to be reflected in Shop Weld Plan and Weld map and those shall be then submitted in the final dossier (supposing that the deviation was approved beforehand).
Feedback Review: One of our readers in article-1 asked whether or not plate qualifies for pipe as well for all diameters in case of procedure qualification.
Reply: If anyone goes through the essential variables for SMAW & GTAW procedure qualification the diameter is not an essential variable and hence this provision in the code saves us from doing an extra procedure qualification for qualification of welders in 2” pipe (In our case Mr. Sandeep Singh with GTAW process).
(Note: The purpose of this article is to give a general guideline to the readers and it shall not be considered as a substitute of code. For full terms and conditions please read ASME Section VIII DIV I 2019 & ASME SEC IX 2019 edition).
This article is written and published by;
MR. SANDEEP SINGH PARMAR
(Ex. GE, ISGEC & ESSAR)
Email: sandeepparmar99@yahoo.com
IWE (IN/IWE/41700026); B Tech (Mechanical); AMIIW (Welding Technology)
ISO 9001:2008 Internal Auditor; ISO 9001:2015 Lead Auditor ;
NDE L-II (UT, LPT, MPI, RT); Lean Six Sigma Green Belt;
MWeldl IEng; MIE C Eng(Ind) ; M.I.Inst.W ; LM IIM
Dear Sir,
Please Share Preparation of WPS as per EN 15614 Standard.
Thanks Sandeep Anand.