
(OFW) Oxy-Fuel Welding (Gas Welding/Oxy-Acetylene Welding)
Oxy-fuel welding (OFW) is also known as Gas welding or Oxy-fuel gas welding. The term ‘Oxy-fuel’ is used to denote a combination of Oxygen and a Fuel gas, means it’s a process in which Oxygen and a fuel (combustible gas) both are required. Most commonly used fuel gas is Acetylene and thus the name Oxy-Acetylene welding (OAW) is also used for this process, when Acetylene is used as a fuel gas. Apart from Oxy-Acetylene welding, other common variants of Oxyfuel gas welding are
- Air Acetylene welding (AAW)
- Oxy Hydrogen welding (OHW)
- Pressure gas welding (PGW)
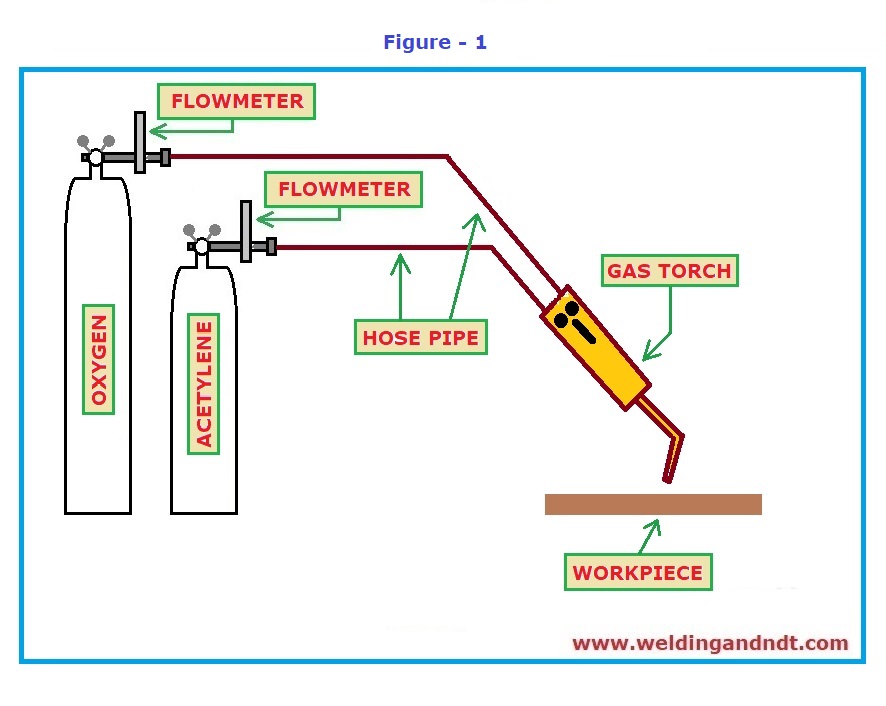
The required heat for welding is generated by a flame caused by the chemical reaction between oxygen and the fuel gas (Acetylene). Fuel gas and Oxygen are combined in a mixing chamber, provided in the welding torch itself. Additional filler metal can be used with this process. A flux may be used to protect the molten weld pool. Flux deoxidizes and cleanses the weld metal. The flux melts, solidifies, and forms a slag on the weld metal. A typical Oxy-Acetylene welding (OAW) setup contains the following basic items (Figure – 1):
- Oxygen Cylinder
- Acetylene cylinder
- Hose pipes
- Gas torch
- Filler Metal (Optional)
- Flux (Optional)
- Safety valves (Flashback arrestor/Non returning valve or Check valve)
Three different types of flames can be obtained (Figure – 2), depending upon the ratio of Oxygen and Acetylene, these flames are known as;
Neutral flame
Reducing flame
Oxidizing flame
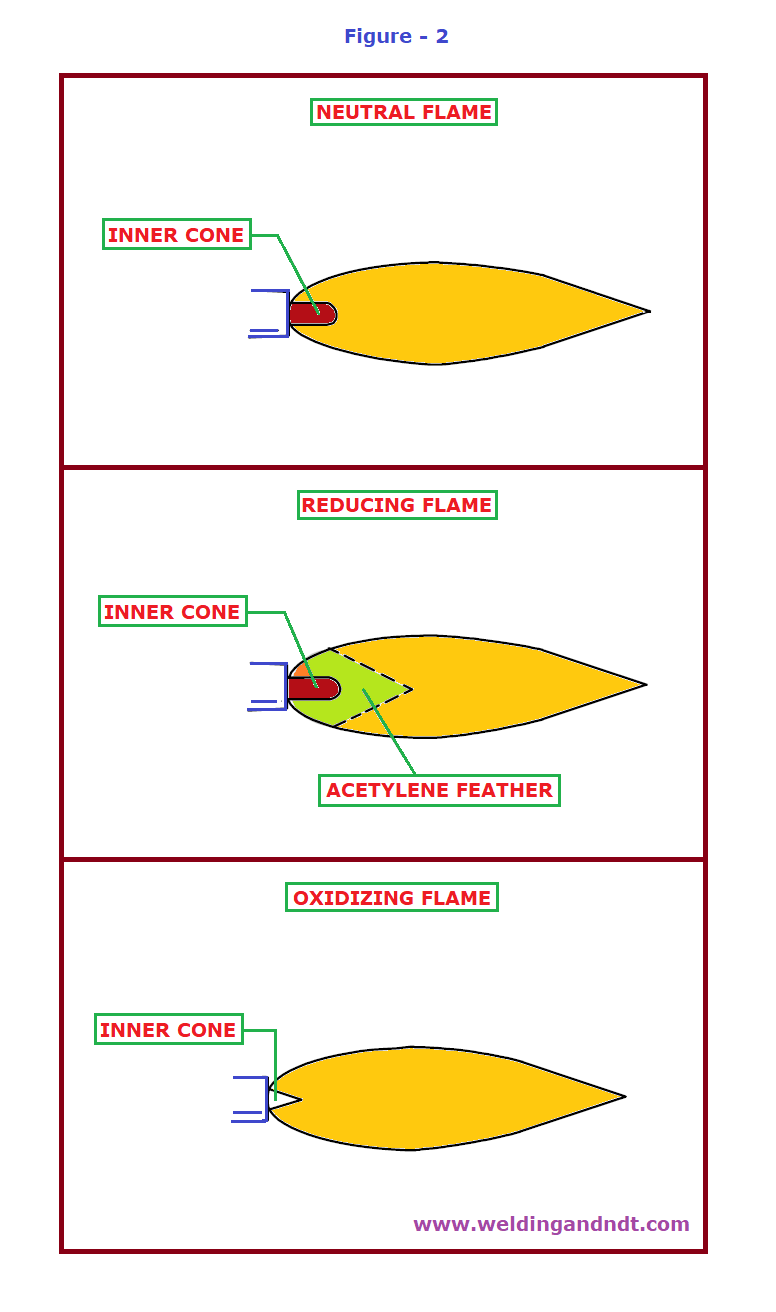
Neutral Flame: When oxygen and Acetylene are mixed in equal proportions, Neutral flame is obtained. This type of flame is characterized by a short inner cone and a longer outer cone.
In neutral flame combustion takes place in two stages, Primary combustion takes place at the inner core, when the Oxygen (O2) and Acetylene (C2H2) meets. The heat produced by this reaction accounts for two thirds of the total heat generated. Following chemical reaction takes place at this stage:
2O2 + 2C2H2 – 4CO + 2H2
Secondary combustion takes place at the outer envelope. In secondary combustion CO and H2, obtained from primary combustion reacts with surrounding air (O2) and forms CO2 and H2O. One third of total heat is generated during this combustion. Chemical formula for this reaction is as follows:
4CO + 2O2 – 4CO2
2H2 + O2 – 2H20
CO and H2 present in the Outer envelope consume the additional oxygen coming from surrounding and hence the molten weld pool remains protected and Oxidation doesn’t take place. This is why outer envelope is also called as the protection envelop. Neutral flame is used to weld most of the metals.
Reducing Flame: In Reducing flame, excess acetylene is used. Due to excess amount, the combustion of acetylene remains incomplete. This flame is characterized by a greenish Acetylene feather between the inert cone and the outer envelope. This excess Acetylene makes this flame reducing in nature and it’s suitable for welding aluminium alloys because aluminium oxidizes easily. It is also good for welding high-carbon steels (also called carburizing flame in this case) because excess oxygen can oxidize carbon and form CO gas porosity in the weld metal.
Oxidizing Flame: When excess amount of Oxygen is used then this type of flame is occurred. Due to the presence of unconsumed oxygen, the flame becomes oxidizing. This type of flame is characterized by a short white inner cone. This flame is suitable for welding brass, because copper oxide covers the weld pool and thus prevents zinc from evaporating from the weld pool.
Safety Valves: In Oxyfuel welding, chances of reverse flow of flame or gas into supply line (or even into the cylinder) is very high which may cause a flashback, fire, or explosion in any part of the apparatus. To prevent such reverse flow of flame a flashback arrestor and Reverse-flow check valves should be located at the torch inlet. An additional check valve may be used at the regulator outlet.
The purpose of a check valve is to help prevent the reverse flow of gases into the hose, regulator, or cylinder. A flashback arrestor at the torch inlet offers additional protection to the welder and the hosepipe.
ADVANTAGES OF OXY-FUEL GAS WELDING:
- Equipment is cheaper than other welding processes, easy to learn and use
- It’s very portable and can be transported anywhere very easily
- Since no electricity is required, hence can be used at locations where power sources are not available.
- The equipment is very versatile and can also be used for metal cutting, preheating, postheating and surfacing.
- The welder can control the heat input, temperature, weld bead size and shape very efficiently.
- Very useful for maintenance related work
DISADVANTAGES OF OXY-FUEL GAS WELDING:
- Slow welding if compared to other arc welding processes, hence less productive
- Not good for reactive metals and thick metals
- Large heat affected zone (HAZ)
- Due to the presence of combustible gas (Acetylene or Hydrogen), lots of Safety precautions needed because these gases are highly flammable and can explode if catches fire.
Also read Submerged Arc Welding (SAW)
Also read Gas Tungsten Arc Welding (GTAW/TIG)
Also read TIG welding (GTAW) Electrodes
Also read Flux Cored Arc Welding
Also read Types of weld joint
Also read How to write a welding procedure specification (WPS)

As from my point of consideration oxy fuel welding is slow type of welding which needs lots of effort to weld and in a result the work is too low as oxy fuel welding are useless and needs to change welding type to boost up you working experience more belter.