Plasma Arc Welding (PAW)
Plasma arc welding (PAW) is an arc welding process in which the heat required for welding is generated by a constricted arc between a non-consumable electrode and the workpiece.
Plasma Arc Welding is essentially an extension of Gas Tungsten Arc Welding (GTAW). Like GTAW, a non-consumable electrode is used in Plasma Arc Welding (PAW). However, a different technique is used to deliver the heat for welding in Plasma Arc Welding (PAW).
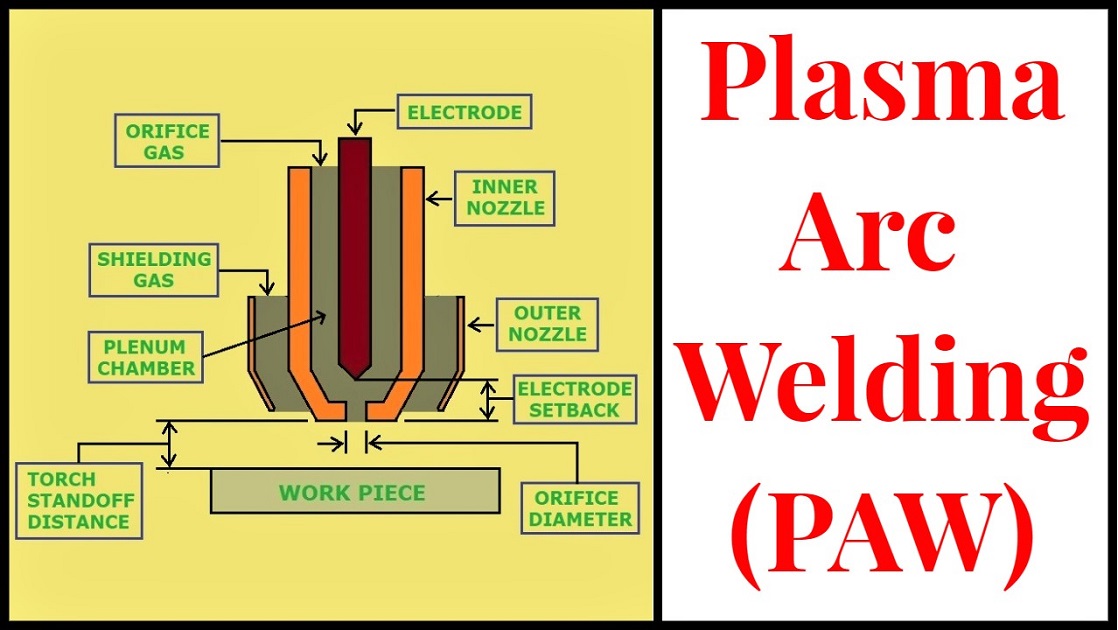
The welding torch used in Plasma Arc Welding (PAW) contains two nozzles an inner nozzle for orifice gas and an outer nozzle for shielding gas (See Figure 1).
Figure 1
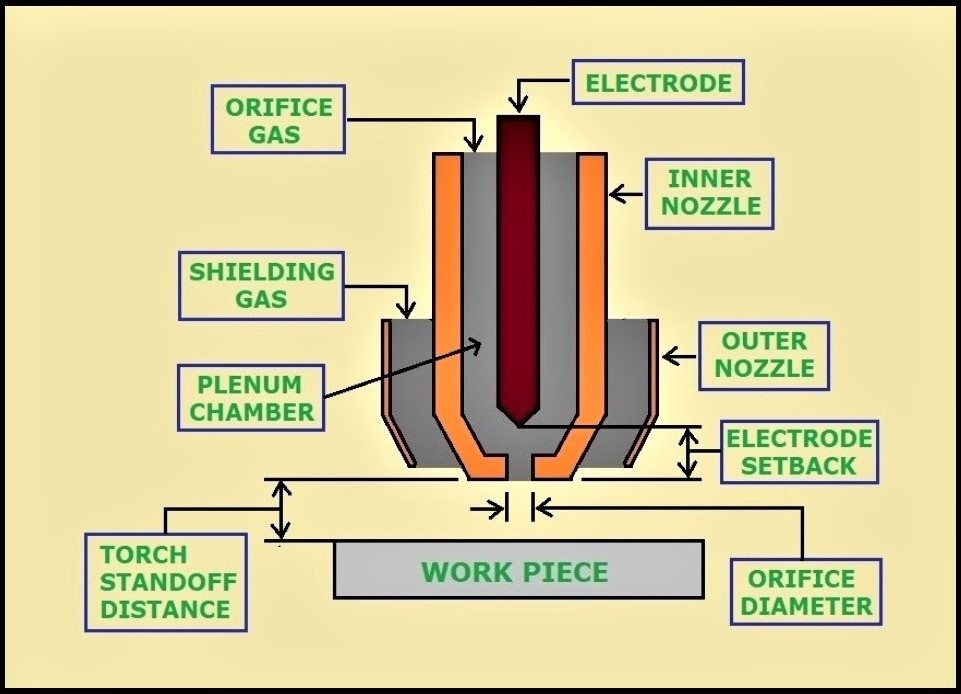
The inner nozzle contains orifice gas which surrounds the electrode. The orifice gas is a neutral gas that gets converted into a plasma state (the fourth state of matter) when an arc is ignited in the chamber. The arc heats the orifice gas to a temperature at which the electrons present in the atoms of orifice gas leave their orbit, due to which, the orifice gas becomes ionized. The ionized gases come out from the orifice of the nozzle as a “plasma jet stream”. Plasma is a good conductor of electricity.
Plasma emanates from the nozzle of the orifice at a temperature of about 16,700°C (30,000°F), creating a narrow, constricted arc pattern that provides excellent directional control and produces a very favorable depth-to-width weld profile.
The outer nozzle contains shielding gas like Gas Tungsten Arc Welding (GTAW). The shielding gas covers the area of arc plasma impingement on the workpiece to avoid contamination of the weld. Shielding gas may be the same as the orifice gas or it may be different from orifice gas.
Some important terms used in Plasma Arc Welding:
Electrode Setback: The distance between the tip of the electrode and the face of the constricting nozzle is known as electrode setback (see Figure 1).
Torch Standoff Distance: The distance between the outer face of the constricting nozzle and the workpiece is known as the torch standoff distance (see Figure 1).
Plenum or Plenum Chamber: The space between the inside wall of the constricting nozzle and the electrode is known as the plenum or plenum chamber (see Figure 1).
Equipment:
Plasma arc welding can be performed in manual, mechanized, or robotic operations. However, for manual plasma arc welding following items are used:
- A Power Source
- A Welding Torch
- A Plasma Control Console,
- Gases (Orifice and Shielding gas)
- Torch coolant
- Other accessories such as remote control for current, gas flow timers and an on-off switch
Power Source: The power source used for plasma arc welding is similar to that used for TIG welding (GTAW). Both GTAW as well as PAW processes use constant-current power sources and a high-frequency source for arc starting.
Welding Torch: A Plasma Arc Welding (PAW) torch has the following features:
- It holds the electrode and allows current to pass through the electrode
- Inner nozzle for the supply of orifice gas or plasma gas
- Outer nozzle for the supply of shielding gas
Plasma Control Console: The crucial control systems of plasma arc welding are encompassed in a plasma console also known as plasma control console or console. The console is generally integrated with the primary power source, but it can also be available as a separate stand-alone unit. A typical plasma control console includes controls for the following;
- Plasma gas flow
- shielding gas flow
- the pilot arc current
Gases (Orifice gas/Shielding gas): Selection of gases for plasma arc welding depends on the following criteria;
- welding position
- joint configuration
- Base metal
Shielding gas is often the same as the orifice gas for many plasma arc welding applications. However, some advantages can be observed when a different gas is used for certain applications.
Orifice Gas: The orifice gas should be inert with respect to the electrode to avoid the rapid deterioration of the electrode. To enhance the electrode life 99.99% pure orifice gas must be used. Flow rates for orifice gases are generally between 0.1 liters per minute (L/min) to 5 L/min. The most commonly used orifice gases are;
- Argon
- Argon – Hydrogen Mixture
Shielding Gas: Generally inert gases are used as shielding gas. However, an active gas can also be used for shielding if it is not considered to adversely affect weld properties. Following gases are used for shielding the weld pool;
- Argon
- Argon – Hydrogen mixture
- Argon-helium mixture
- Carbon Dioxide
Flow rates for shielding gases are usually in the range of 5 L/min to 15 L/min for low-current applications. For high-current welding, flow rates of 15 L/min to 32 L/min are used.
Coolant System: Plasma Arc Welding requires a cooling system. A cooling system should consist of a coolant reservoir, radiator, pump, flow sensor, and control switches. Corrosion-resistant materials are used for the construction of the liquid-contacting surfaces.
Electrodes: Like GTAW, tungsten electrodes are used in Plasma Arc Welding (PAW). Tungsten electrodes with small additions of thorium, lanthanum, or cerium can be used for PAW with straight polarity (DCEN). Pure tungsten and zirconiated electrodes are seldom used in plasma arc welding because the electrode tip geometry cannot be maintained. To learn more about tungsten electrodes, Please click here.
Filler Metal: The filler metal is added externally (if required). In the case of manual welding, filler metal in form of rods is used. Whereas, filler metal in wire form is used for mechanized or robotic welding. Filler metal specification is the same as that used in gas Tungsten Arc Welding (GTAW). To learn more about tungsten electrodes, Please click here.
ARC MODES:
Two types of arc modes are used in plasma arc welding, these are;
- Transferred Arc Mode
- Non-Transferred Arc Mode.
In transferred arc mode, the electrode is connected to one terminal of the power source (Generally with Negative polarity) and the workpiece is connected with the other terminal (Positive terminal). Hence the workpiece becomes a part of the electrical circuit (the nozzle remains intact), and heat is obtained from the anode spot on the workpiece and the plasma jet.
In the non-transferred arc mode, the electrode is connected to one terminal of the power source (generally with negative polarity) and the nozzle is connected with the other terminal (positive terminal). Hence, the arc is established and maintained between the electrode and the constricting orifice. The workpiece remains out of the electrical arc circuit. non-transferred arc mode is suitable for cutting and joining nonconductive materials.
Advantages of Plasma Arc Welding (PAW):
- The constricted opening yields high heat concentration in a smaller area
- It gives deeper penetration and produces a sound weld
- Less current input as compared to another welding process
- The distance between torch and workpiece (standoff distance) does not affect the arc formation
- Can achieve faster travel speeds
- Less heat-affected zone (HAZ) if compared to GTAW (Gas tungsten arc welding)
- It is more stable and does not gets deflected from the base metal
Limitations of Plasma Arc Welding (PAW):
- PAW equipment are relatively costly, hence start-up costs are high
- The safety concern is high due to harmful radiations
- PAW is a very noisy process
- A highly skilled operator is required