
Welder Qualification Test (Performance Qualification)
Welder Performance Qualification (WPQ) is also known as Welder Qualification Test (WQT) or Performance Qualification. It is a very basic but one of the most important steps before assigning a job to the welder.
The welder qualification test (WQT) is performed to determine the skill of a welder or in other words, we can say the performance qualification is carried out to check whether the welder or the welding operator can produce a sound weld or not.
How the performance qualification test is carried out?
The welder is asked to weld a test coupon in accordance with the qualified welding procedure specification (WPS), then visual inspection and LPI/MPI (if applicable) are carried out as per the approved procedure. Thereafter the final welded test coupon is sent for the Radiography test – RT (or Ultrasonic Test – UT) and Mechanical tests (if applicable, as per the requirements of the code of construction). After a satisfactory test report, the welder may be employed for the production welding (or fabrication welding).
Following important factors shall always be considered before conducting the welder qualification test (WQT);
- Welding Procedure Specification (WPS)
- Welding Process
- Size of test coupon
- Position of the test coupon
- Filler metal/Electrode
Welding Procedure Specification: All the welding parameters viz. welding current, voltage, base metal, filler/electrode, etc. shall be in accordance with the qualified welding procedure specification.
Welding Process: For each welding process a welder has to be qualified separately. Suppose if a welder qualifies for SMAW then he shall be employed only for SMAW welding. In case if our requirement is MIG welding then the same welder will have to weld a different test coupon by MIG welding process then only he can be allowed for MIG welding.
The thickness of the weld metal deposit and the size of the test coupon: The thickness of the deposited weld metal is very important because of the following two things;
It determines the performance qualification thickness range i.e. up to what thickness the welder can weld. Two very widely used welding codes are AWS D1.1 and ASME BPVC Section IX. In ASME BPVC Section IX the performance qualification thickness limit for groove weld is given in ASME BPVC 2017, Table QW452.1(b), and outside diameter range for groove weld is given in ASME BPVC 2017, Table QW452.3. The thickness range is explained later in this article.
- The length and width of the test coupon shall be sufficient enough for the final test (i.e. Radiography or Mechanical test).
[For welder jobs, Please click here]
Thickness Range or thickness limit for welders:
A brief summary of the qualified thickness limit for groove welding (as per ASME BPVC Section IX) is given below;
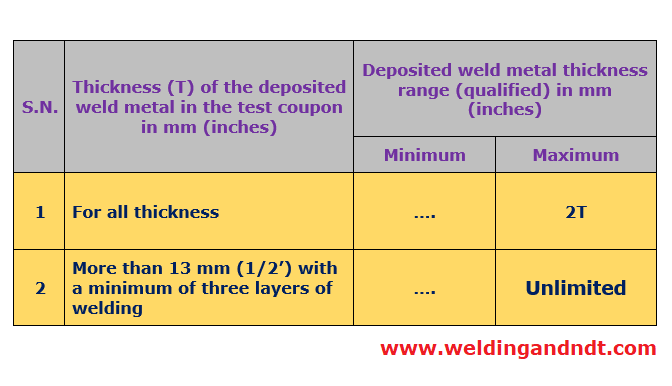
Note: Here the word “Unlimited” means, the welder can weld up to any thickness but not beyond the range specified in the welding procedure specification.
A brief summary of qualified diameter limit for groove weld in pipes (as per ASME BPVC Section IX) is given below;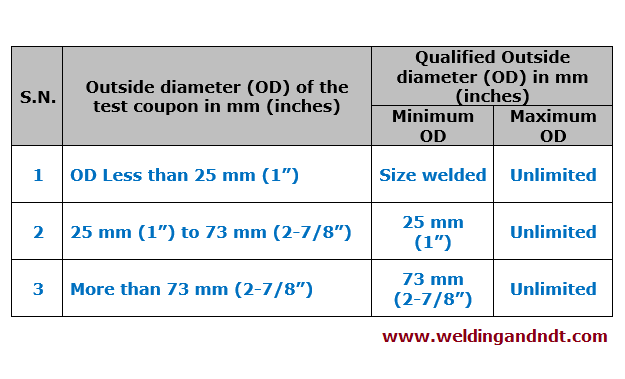
Position of the test coupon:
For plate welding, we have four different welding test positions flat, horizontal, vertical & overhead 1G,2G,3G,4G OR 1F,2F,3F,4F. For pipe welding also we have multiple positions for example 1G,2G,5G,6G OR 1F,2F,4F,5F. If the welder qualifies in the 2G position then he can weld in horizontal (2G) and flat (1G) position only. On the other hand, if the welder qualifies in 2G, 3G, and 4G positions then he qualifies for all positions (As per ASME Section IX). Please note that there is a slight difference in AWS D1.1, for qualification in all positions the welder needs to weld in 3G and 4G positions only. For the Limitation on positions, one can refer to Table QW 461.9 of ASME Section IX. To learn more about welding positions, please click here.
In addition to the above factors some more points shall be taken care of during the welder qualification test (WQT):
- Preheating and post-heating shall be carried out as per the Welding Procedure Specification (WPS). The temperature shall be checked before the start of welding. To check the temperature one can use a Pyrometer or Temperature chalk (Thermal chalk).
- Voltage and Amperage shall be maintained strictly as per the WPS, during the welder qualification test (WQT). To check the Voltage and Amperage we can use a Clamp meter.
- The Root run may be checked visually (or by using Dye Penetrant Test). If the welder qualifies the root run then only he can be permitted for further welding
After a satisfactory radiography test (or Mechanical test) report of the test coupon, A certificate and an Identity card shall be issued to the welder and the welder shall keep the Identity card with him and he shall show his Identity card if asked by the welding Inspector.
Welder Qualification Test in 6G Position:
In the 6G test position, the test coupon is made up of pipe and it is kept at an angle of 45 degrees from the horizontal line. The test coupon remains fixed (at 45 degrees) and the welder moves in all directions to complete this welding. It is one of the toughest qualification tests for welders and If a welder successfully completes this test then he/she shall be qualified in all positions. Hence a 6G qualified welder can be employed for all position welding.
To learn more about the welding positions, please click here.
********************************
A video on practical demonstration of welder qualification test conducted in vertical (3G) Position, Please watch ;
********************************
Also read: Welding Symbols
Also read: Welding Positions
Also read: How to write a welding procedure specification (WPS)
Also read: P-number, F-number, and A-number in welding
DO you have ASNT RT questions and answers 3rd edition ?
Do you have AWS A3.0:2010 in spanish ?
Thanks.
Dear Mr. Sandro,
Thank you for visiting my website. I am sorry to say that I don’t have ASNT RT questions and answers 3rd edition, but I do have some useful study materials and questions for RT. If you are interested then I will email you. All the books are in English only
Regards
Sandeep Anand
Thanks Mr sandeep to share this very important and basic information. Matter to us. People must be know that those who have been working in relevant field .
My name- anil kumar sharma
Study from C.I.T.S kanpur
Sir nowadays, the question of multi choice question type in welding is being asked, so you have created a little multi-choice question that is coming in computation and exam.
Please!
Dear sir please explain in brief PQR,WPS,WPQ
Also if you know about post heatong and pre heating, post weldingand heat treatment please explain.
I will upload all the basic concepts and step by step procedure for WPS, PQR, WPQ, preheating & PWHT very soon.
Good job sandeep. 👍
Hello sandip sir, your videos and website so is useful for us, I watched your every video and I gain to much knowledge from here, I am so grateful to you. Thanking you to provide this useful information. Sir I Want to know about pwht, please help me and i kindly request to make another video on this topic.
Sir please send interview questions and answers.
Sir,
I want to know what thickness qualifications can make me unlimited qualified?
For different materials should I need to go for individual material qualifications test?
Please advise.
Thank you.
Your website are very usefull. You did great job. Have you post any video related to destructive testing ?
Please send WQT asper AWS D1.1
congratulation Sr
I need to know whether if two welders are performing for wqt eg 14″, one welder is passed and other one rejected by RT.
1. then we can accept the passed one?
2. what about the rejected one?
3. give ur comments as per code and sec vice.
thanks in advance
dear sir ,
Can you explain me how to select test coupon size for wps & wpq as per asme section 9.
Guys if any one know please tell me with reference number.
Great explanation Sandeep Sir !!
WPQ/ PQR KA KOI FORMAT SEND KIJIYE SIR
first of all ,what u r doing is a wonderful job, which improves knowledge as well as clarifies doubts, it will be very helpful if a content of multiple choice question and answers with explanation based on welder procedure qualification and welder performance qualification .my wattsapp num is 9948812006 .
can u share ur contact details.
Thank you
Great Job and happy to go through your website always… keep it up and do more subjects
I don’t have a subscription to AWS D1.1 to confirm for myself so I am hoping you can answer. I am an ASME certified welder and the bulk of my experience is with ASME, of course being qualified to Sect. IX and I understand testing in the 6G position qualifies a welder for all positions, however I am on an AWS project where my structural welders are qualifying in 3 positions per AWS and I am being told that AWS does not allow for one all position test as ASME does so we are running 3 coupons each (flat, horizontal and overhead) to qualify for all position which takes more time. It it true that AWS does not allow for an all position like ASME does and would these three positions qualify an AWS welder for vertical up as well? Seems we are spending a lot of time testing that could be spent in production if we just tested once for all positions and I am wondering if I am being informed correctly that AWS does not allow it. Is this true? Thanks!