


Welder Performance Qualification (WPQ) is also known as Welder Qualification Test (WQT) or Performance Qualification. It is a very basic but one of the most important steps before assigning a job to the welder.
The welder qualification test (WQT) is performed to determine the skill of a welder or in other words, we can say the performance qualification is carried out to check whether the welder or the welding operator can produce a sound weld or not.
How the performance qualification test is carried out?
The welder is asked to weld a test coupon in accordance with the qualified welding procedure specification (WPS), then visual inspection and LPI/MPI (if applicable) are carried out as per the approved procedure. Thereafter the final welded test coupon is sent for the Radiography test – RT (or Ultrasonic Test – UT) and Mechanical tests (if applicable, as per the requirements of the code of construction). After a satisfactory test report, the welder may be employed for the production welding (or fabrication welding).
Following important factors shall always be considered before conducting the welder qualification test (WQT);
- Welding Procedure Specification (WPS)
- Welding Process
- Size of test coupon
- Position of the test coupon
- Filler metal/Electrode
Welding Procedure Specification: All the welding parameters viz. welding current, voltage, base metal, filler/electrode, etc. shall be in accordance with the qualified welding procedure specification.
Welding Process: For each welding process a welder has to be qualified separately. Suppose if a welder qualifies for SMAW then he shall be employed only for SMAW welding. In case if our requirement is MIG welding then the same welder will have to weld a different test coupon by MIG welding process then only he can be allowed for MIG welding.
The thickness of the weld metal deposit and the size of the test coupon: The thickness of the deposited weld metal is very important because of the following two things;
It determines the performance qualification thickness range i.e. up to what thickness the welder can weld. Two very widely used welding codes are AWS D1.1 and ASME BPVC Section IX. In ASME BPVC Section IX the performance qualification thickness limit for groove weld is given in ASME BPVC 2017, Table QW452.1(b), and outside diameter range for groove weld is given in ASME BPVC 2017, Table QW452.3. The thickness range is explained later in this article.
- The length and width of the test coupon shall be sufficient enough for the final test (i.e. Radiography or Mechanical test).
[For welder jobs, Please click here]
Thickness Range or thickness limit for welders:
A brief summary of the qualified thickness limit for groove welding (as per ASME BPVC Section IX) is given below;
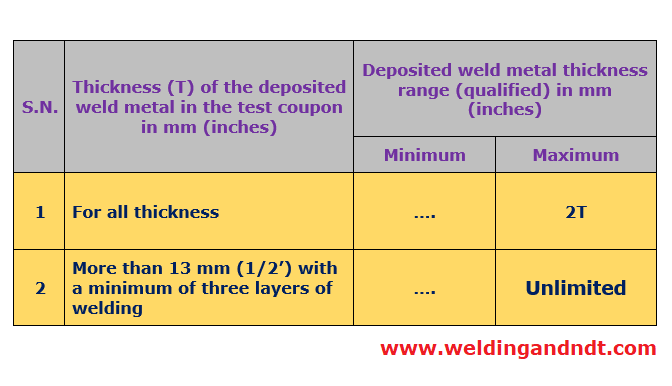

Note: Here the word “Unlimited” means, the welder can weld up to any thickness but not beyond the range specified in the welding procedure specification.
A brief summary of qualified diameter limit for groove weld in pipes (as per ASME BPVC Section IX) is given below;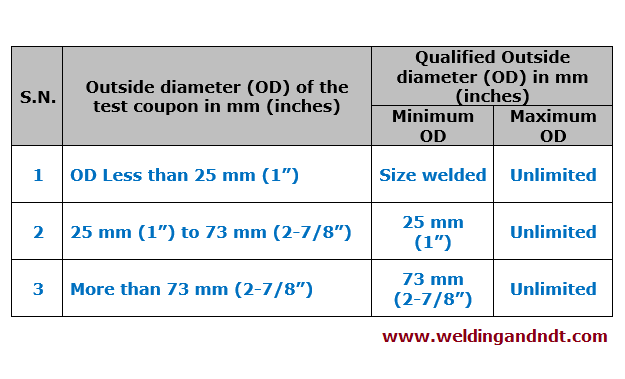

Position of the test coupon:
For plate welding, we have four different welding test positions flat, horizontal, vertical & overhead 1G,2G,3G,4G OR 1F,2F,3F,4F. For pipe welding also we have multiple positions for example 1G,2G,5G,6G OR 1F,2F,4F,5F. If the welder qualifies in the 2G position then he can weld in horizontal (2G) and flat (1G) position only. On the other hand, if the welder qualifies in 2G, 3G, and 4G positions then he qualifies for all positions (As per ASME Section IX). Please note that there is a slight difference in AWS D1.1, for qualification in all positions the welder needs to weld in 3G and 4G positions only. For the Limitation on positions, one can refer to Table QW 461.9 of ASME Section IX. To learn more about welding positions, please click here.
In addition to the above factors some more points shall be taken care of during the welder qualification test (WQT):
- Preheating and post-heating shall be carried out as per the Welding Procedure Specification (WPS). The temperature shall be checked before the start of welding. To check the temperature one can use a Pyrometer or Temperature chalk (Thermal chalk).
- Voltage and Amperage shall be maintained strictly as per the WPS, during the welder qualification test (WQT). To check the Voltage and Amperage we can use a Clamp meter.
- The Root run may be checked visually (or by using Dye Penetrant Test). If the welder qualifies the root run then only he can be permitted for further welding
After a satisfactory radiography test (or Mechanical test) report of the test coupon, A certificate and an Identity card shall be issued to the welder and the welder shall keep the Identity card with him and he shall show his Identity card if asked by the welding Inspector.
Welder Qualification Test in 6G Position:
In the 6G test position, the test coupon is made up of pipe and it is kept at an angle of 45 degrees from the horizontal line. The test coupon remains fixed (at 45 degrees) and the welder moves in all directions to complete this welding. It is one of the toughest qualification tests for welders and If a welder successfully completes this test then he/she shall be qualified in all positions. Hence a 6G qualified welder can be employed for all position welding.
To learn more about the welding positions, please click here.
********************************
A video on practical demonstration of welder qualification test conducted in vertical (3G) Position, Please watch ;
![[English] Welder qualification test in 3G position](https://i.ytimg.com/vi/a2GjdVLMqyo/hqdefault.jpg)
********************************
Also read: Welding Symbols
Also read: Welding Positions
Also read: How to write a welding procedure specification (WPS)
Also read: P-number, F-number, and A-number in welding
********************************
Welding positions are explained in the video given below, Please watch ;
