
P Number, F Number and A Number in welding (ASME Section IX)
ASME Boiler and pressure vessel code (BPVC) has assigned certain numbers to base metals (to be welded) as well as to filler metals (electrodes).
For base metals, ASME has assigned two number system, these are;
- P Numbers
- Group Numbers
For filler metals, the number system which is assigned, are as follows;
- F Number
- A Number
These numbers can be found in ASME BPVC Section IX, please see Table–1 for details;
Table – 1
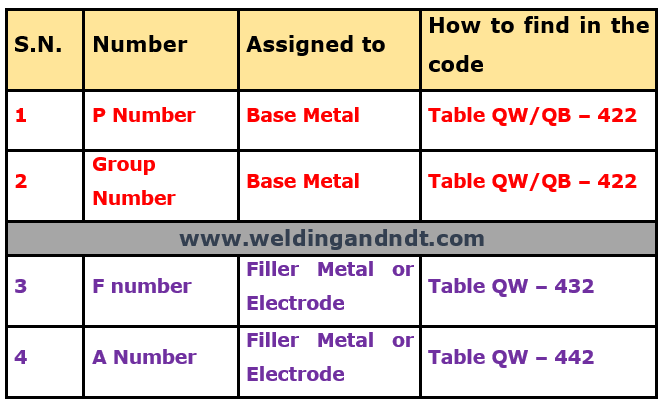
BASE METAL GROUPING:
The main purpose of assigning this number system is to reduce the number of procedure qualification records (PQR). Conducting a procedure qualification requires a lot of time and money due to the following procedural requirements;
- Preparation of test coupon
- welding of test coupon and
- sending it to a lab for destructive test
Hence, to reduce these costly and time-consuming activities, ASME has done groupings of base metals and has assigned certain P numbers to each group of metals. This grouping of base metals has been done on the basis of the following parameters;
- Material composition
- Weldability
- Mechanical property
Though all materials of the same ‘P’ number don’t exhibit the same properties, but after considering the above-mentioned parameters, ASME has done this logical grouping.
Why this grouping is required?
Suppose, if we change the base metal from an existing qualified WPS and if the new base metal falls in the same ‘P’ number then the requalification of the existing WPS is not required, it means no need for a new PQR.
But this doesn’t mean that one can easily substitute the base material, from existing WPS, of same ‘P’ number at any time. Whenever there is a change in the base material from existing WPS, the compatibility shall be considered with regards to the following factors;
- Metallurgical property
- Mechanical property
- Design considerations
- Service requirements
- Heat treatment
Table–2 shows the assignment groups for various metals and their alloys (according to ASME BPVC).
Table – 2

Now that we have understood ‘P’ numbers let’s move on to the group numbers. Group numbers are subsets of ‘P’ numbers and assigned to ferrous-based metals. Group numbers are assigned only to those materials which require toughness testing for the qualification of its WPS.
We will take an example of SA516 Gr 65 from table QW/QB-422 (Page – 118 of ASME Section IX, 2017 edition), we can find out the following values;
Base material – SA516 Gr 65
- Tensile strength (min.) – 65 Ksi (or 450 Mpa)
- P-No. – 1
- Group number – 1
- Nominal composition – C-Mn-Si
- Typical product form – Plate
Another grouping of base metals was the ‘S’ numbers, but the ‘S’ number is not used nowadays. It was deleted from ASME in 2009.
S Numbers were assigned to those materials which were acceptable for use by the ASME B31 Code for Pressure Piping, or by selected Boiler and Pressure Vessel Code Cases, but were not included in section II of ASME Boiler and Pressure Vessel (BPVC). Base metals that were previously assigned ‘S’ Numbers were reassigned the corresponding P Numbers or P Numbers and Group Numbers.
FILLER METAL (ELECTRODE/WELDING ROD) GROUPING:
The F Number: F number grouping (for filler metals) is done to reduce the number of welding procedure specifications (WPS) and welder performance qualifications. The basis for F number grouping is usability characteristics. The usability characteristics fundamentally determine the ability of a welder to produce sound welds with a given filler metal. Hence it is assumed if a welder can make a satisfactory weld with a particular filler metal, he will be able to weld with all the filler metals belonging to that particular ‘F’ number.
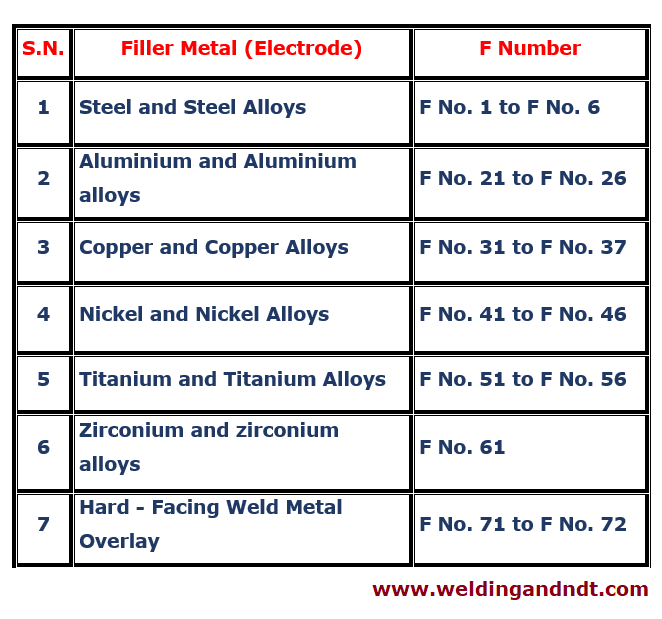
Table-3 shows a brief summary of ‘F’ and filler metals (according to ASME BPVC, Table: QW-432).
Table – 3
The ‘F’ number grouping doesn’t imply that one can easily substitute the filler metal (electrode/welding rod), from existing WPS, of the same ‘F’ number at any time. Whenever there is a change in the filler metal (electrode/welding rod) from existing WPS, the compatibility shall be considered with regards to the following factors;
- Metallurgical property
- Mechanical property
- Design considerations
- Service requirements
- Heat treatment
The A Number: Another type of grouping for filler metal or welding rod is the ‘A’ Number. ‘A’ number grouping has been done on the basis of the chemical composition of the deposited weld metal. This can be found in ASME BPVC Section IX, Table – QW-442).
Please watch the video (given below) for more clarity on this topic;
Also read: Thickness range for welder qualification
Also read: Welding Symbols
Also read: How to write a welding procedure specification
Also read: CSWIP Question Answers
Also read: Welding Electrodes/Filler metal

Very nice info regarding P/F/A numbers. keep posting/Sharing info about NDT/Welding.Good Job.
Thank you.
Thanks for a giving nice info in a healthy manner.
Sir mujhe aapka DVD player chahiye
Really these are valuable informations…
Question. Er 320 for alloy 20 has f# 6 A# 9 certified to weld 316 with filler metal f#6 A#8 . Wps and pqr for 316 and 320 (base alloy 20)By company and first welder passed. Am I required to also get certified in alloy20 per asme section 9 because A number is different but f number is same?
it’s a very helpfull and knowledge increaseble website though all working in oil gas construction field m i am also working include this releated field plz send daily updation new version knowledge share with me at my mail , thanking you
Your work is so awesome sir.Thank you for sharing this knowledge sir.
Awesome work, thanks alot.
Thank you
Fantastic. Continue with your good job.
Thank you.
PLEASE UPLOAD ASME SEC IX PDF COPY
Thanks…
Nice JOB!!!
Give to good knowledge , good explanation in every topic .