(SAW) Submerged Arc Welding
Submerged Arc Welding (SAW) is an arc welding process in which arc is generated between a bare electrode and the workpiece. The arc and the molten weld pool are submerged in a blanket of granular fusible flux on the workpiece. Flux covers the arc and prevents fumes, sparks, spatter, and intense ultra violet radiation from escaping, which makes this process very different from other arc welding processes.
Submerged arc welding is typically used to weld flat position, however horizontal position welding can also be achieved by using proper tooling and fixtures. This process is highly suitable for automated operation. It is used extensively in pressure vessel fabrication, pipe manufacturing, ship and barge building, railroad car fabrication and the fabrication of structural members where long welds are required.
Fundamentals of SAW:
Initially, the bare electrode (filler wire) is inserted into a heap of flux that covers the joint to be welded. Then an arc is initiated and a wire feeding mechanism begins to feed the electrode (filler wire) in the direction of the joint at a predefined rate. The feeder can be moved manually or the entire system can be automated. In automated welding, the workpiece moves under a stationary wire feeder or the welding head is moved over the stationary workpiece. Additional flux is continuously fed around the electrodes and gets evenly distributed over the weld joint.
The heat generated during welding, melts some of the flux. These liquid flux floats over the molten metal and completely shields the molten weld pool from the atmosphere.
Following factors should be considered before choosing submerged arc welding process for a particular application:
- Chemical composition and mechanical properties required of the final weld deposit,
- Frequency or volume of welding to be performed
- Accessibility of the joint and the position in which the weld is to be made
- Thickness of base metal and alloy to be welded,
- Length of the joint to be welded
- Cost and profitability of the project
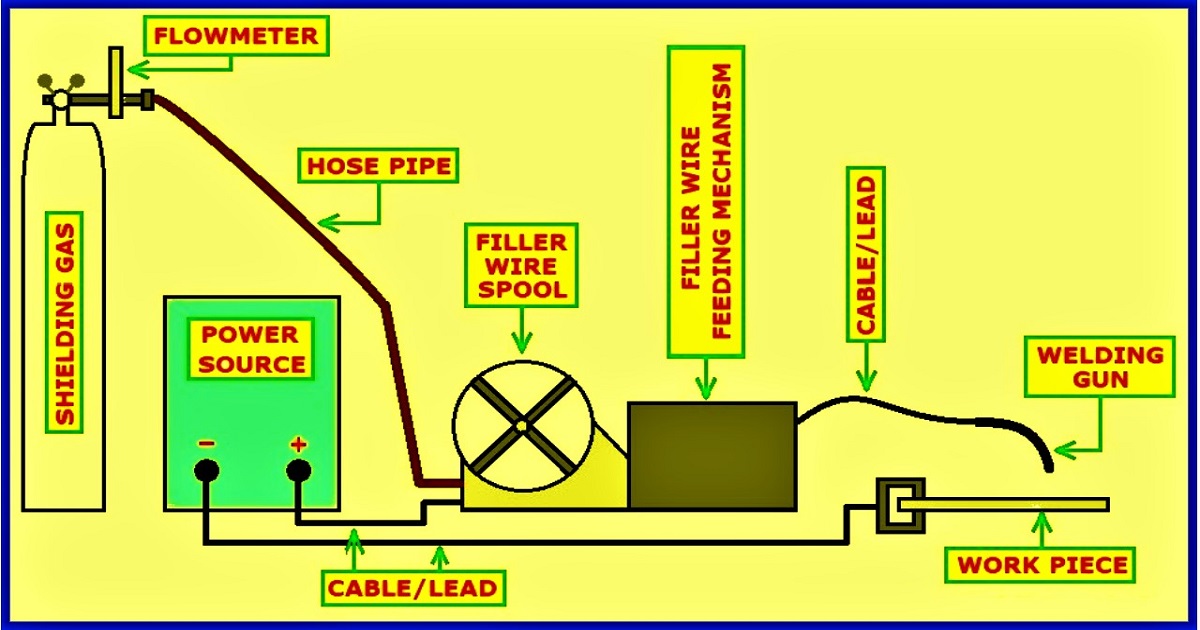
(Figure – 1 illustrates the basic submerged arc welding process)
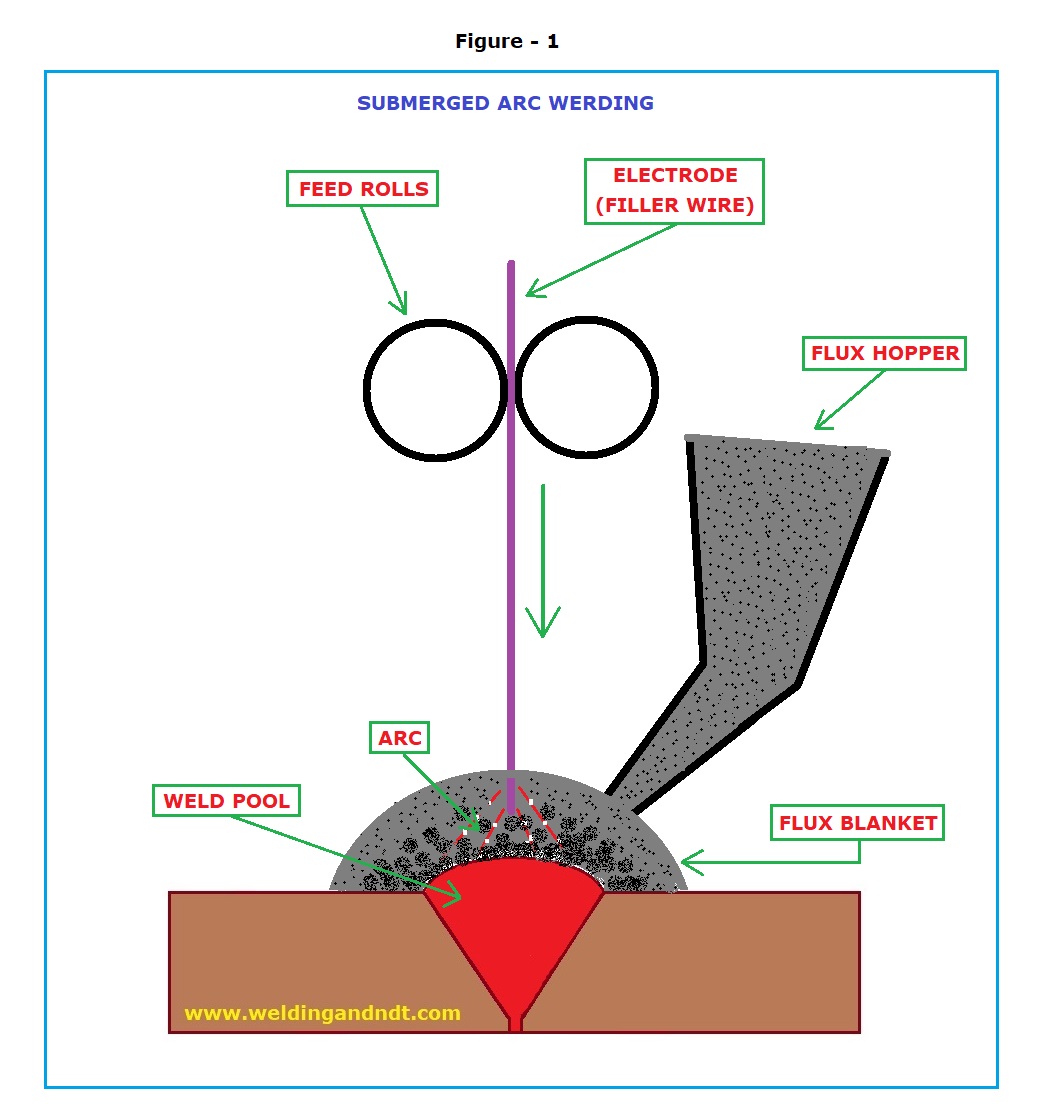
The basic components of a SAW processes are:
- Power source
- Welding head
- Flux delivery system (Flux hopper)
- Electrode
- Flux
Power Source: The power source for a Submerged arc welding process is of great significance and should be able to produce high current at high duty cycle. Both alternating current power sources as well as direct current power sources can be used to supply power for this welding process.
Welding Head: A typical welding head consists of the following:
- The gun assembly and contact tip
- Wire feed motor and feed-roll assembly
- Accessories for mounting and positioning the head
Flux delivery system (Flux hopper): The flux is stored in a hopper and keeps on feeding sufficient amount of flux on the joint. A nozzle is usually mounted on the welding head for the delivery of flux to the weld joint.
Flux: Role of flux is very important in this process, because of the following three reasons:
- Stability of arc depends on the flux
- Mechanical and chemical properties of the deposited weld metal can be controlled by the flux
- The control and handling of the flux impacts the soundness of weld joint
The flux becomes conductive, flow of current takes place between the electrode and the work, During molten state. Flux consists of Silica, Lime, Manganese Oxide, Calcium fluoride and other compounds.
Electrode: Bare solid wire or strip is commonly used as electrode of submerged arc welding. However composite metal cored electrodes (similar to flux cored arc welding electrodes) can also be used. Following base metals can be welded with submerged arc welding process:
- Carbon steels
- Low-alloy steels
- Stainless steels
- Nickel-based alloys
- Chromium-molybdenum steels
Advantages of SAW:
- Excellent weld quality and high productivity
- high deposition rates
- controllable penetration (deep or shallow)
- adaptability to automated operation
- Most of the flux can be reused
- Very less fumes
Limitations of SAW:
- Can be used in only flat and horizontal positions
- Requires post weld slag removal
- Limited to materials that are long and straight or are rotated pipe
- Residuals from the flux possess a great risk to health and safety
**********************************
Submerged Arc Welding Practical Video;
**********************************
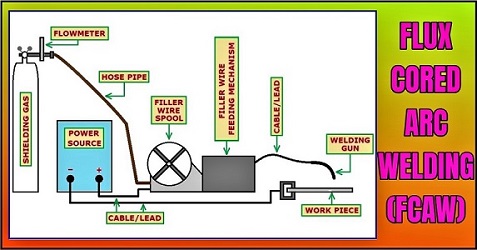
Also read: Flux Cored Arc Welding
Also read: Types of weld joint
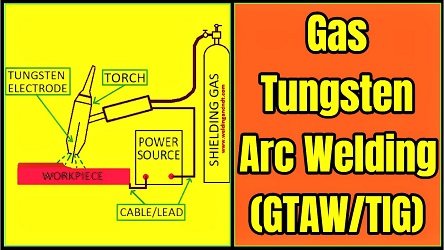
Also read: TIG welding (GTAW)
Welding process and defects and the way out
Metallic innert gas welding, arc welding, and co2 welding. The process, defects, remedy.