
Shielded Metal Arc Welding (SMAW)
Shielded Metal Arc Welding (SMAW) is also known as Manual Metal Arc Welding (MMAW) or stick welding. It is a manual arc welding process that uses a consumable electrode (covered with flux). The electrode is connected with one terminal of the power source and the work is connected with the other terminal of the power source with the help of welding cables or leads.
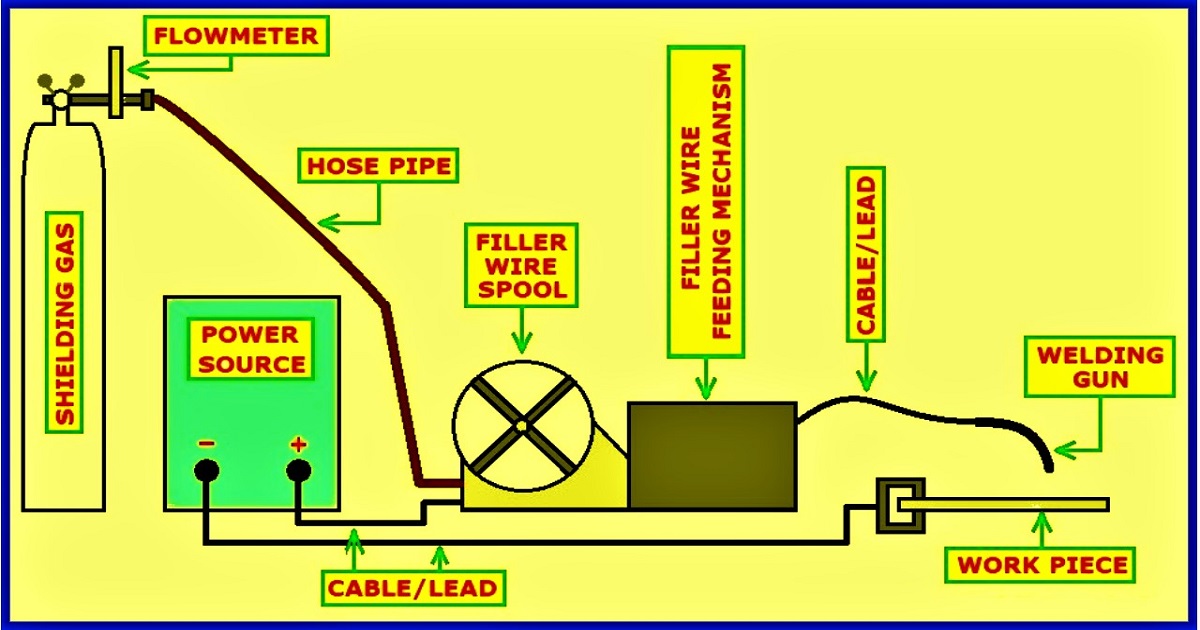
The basic components of SMAW (Figure – 1) are the following;
- Power Source (Figure – 2)
- Electrode Holder (Figure – 3)
- Electrodes (Figure – 4)
- Cables/Lead
Please see the below schematic diagram (Figure – 1) of SMAW for a better understanding.
(Figure – 1)
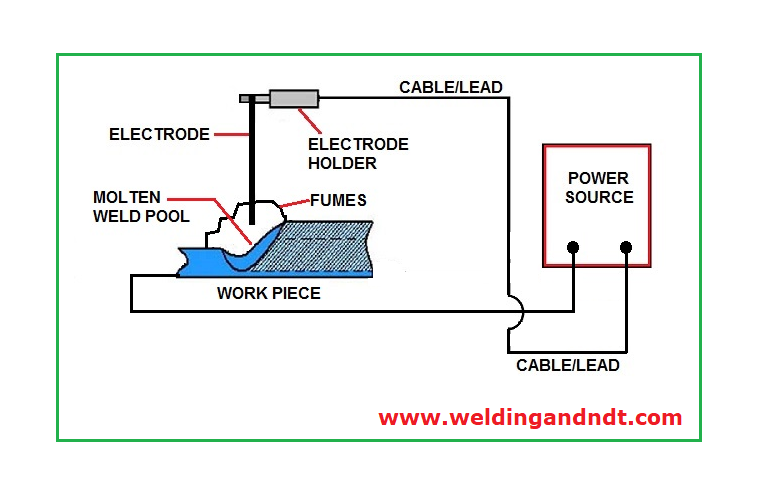 In SMAW, an electric arc is used to produce the necessary heat to melt the base metal, this arc is generated by striking the electrode with the workpiece. Soon after the generation of arc, the electrode is withdrawn from the workpiece but it remains in close contact with the workpiece. The gases present between the gap (i.e the gap between electrode and workpiece) get ionized and a smooth flow of electrons takes place hence, despite the gap between the electrode and the workpiece the circuit remains closed (or energized), and hence arc doesn’t get extinguished.
In SMAW, an electric arc is used to produce the necessary heat to melt the base metal, this arc is generated by striking the electrode with the workpiece. Soon after the generation of arc, the electrode is withdrawn from the workpiece but it remains in close contact with the workpiece. The gases present between the gap (i.e the gap between electrode and workpiece) get ionized and a smooth flow of electrons takes place hence, despite the gap between the electrode and the workpiece the circuit remains closed (or energized), and hence arc doesn’t get extinguished.
A power source for SMAW welding is shown in figure – 2.
(Figure – 2)

The output of the power source can be either AC (alternating current) or DC (Direct current). In AC the polarity of the terminals keeps on changing (almost 100 times in a second) but in DC one terminal always acts as a Positive terminal and the other acts as a negative terminal.
If the electrode is connected with the positive terminal and the workpiece with the negative terminal then it is known as DCEP (i.e. direct current electrode positive or Reverse Polarity). Whereas if the electrode is connected with the negative terminal and the workpiece with positive, then it is known as direct current electrode negative (ie. DCEN or Straight Polarity).
In DCEP, the electricity flows into the tip of the electrode and concentrates about two-thirds of the heat, which gives good penetration. Hence it is usually used on thicker steels.
In DCEN, the electricity flows out of the rod, concentrating about one-third of the heat on the electrode. Hence the penetration is less, this a very good choice for thinner steels.
An electrode holder is shown in figure – 3.
(Figure – 3)

The electrodes of Shielded metal arc welding are always covered with flux, Purpose of flux is as follows;
- During welding, the flux material decomposes and produces fumes. These fumes shield the molten weld pool from the atmosphere. In the absence of those fumes, molten weld pool will be exposed to the atmosphere and may react with oxygen present in the environment and thus oxidation may take place, which is very dangerous and may lead to failure. (i.e prevents oxidation of molten weld pool).
- The density of flux material is less than the weld material hence the flux comes upwards and floats on the weld pool and thus protects the weld pool. During the solidification of the molten weld pool, flux also solidifies and forms a thin layer on the surface of the weld called slag. This thin layer of slag helps in the slow cooling of weld material. In the absence of this thin layer of slag, rapid cooling of the molten weld pool will occur, which is very dangerous because rapid cooling results in microstructural changes of weld metal (martensite formation).
- Flux also helps in the initiation of arc. Especially when welding is done in AC (Alternating Current), polarity keeps on changing at a constant rate, i.e. it attains a positive value then a negative value and it happens within a fraction of a second. Polarity changes more than 100 times in a second. While going from positive to negative it attains a value ‘0′ and whenever it goes to zero, the arc has to be re-initiated and the flux plays its role. It happens very fast (i.e. within a fraction of seconds) hence we can not see this with our eyes.
SMAW electrodes are shown in figure – 4.
(Figure – 4)

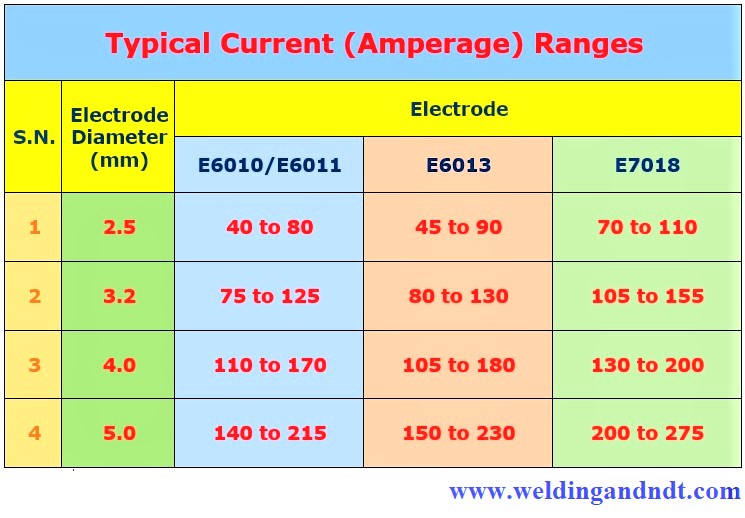
The typical current (Amperage) range for shielded metal arc welding (SMAW) electrodes is given below (Table 1);
Table 1
Advantages of SMAW:
1. This process is suitable for most of the commercially available metals and alloys.
2. The equipment is comparatively inexpensive and portable.
3. Equipment is relatively simple.
4. This process can be used in all welding positions.
5. This welding process is flexible and can be applied to a variety of joint configurations and positions.
6. No need for separate gas shielding.
7. Less sensitive to wind and drafts if compared to gas shielded arc welding processes.
8. It can be used in areas where access is limited (electrodes can be bent and even a mirror can be used in tight spaces).
Disadvantages of SMAW:
1. Low deposition rate than GMAW and FCAW
2. More skilled welding operators are required than many other welding processors.
3. Not suitable for reactive metals such as Titanium, Zirconium, Tantalum, and Niobium.
4. Not suitable for metals with low melting temperature such as Lead, Tin, and Zinc and their alloys.
5. This process cannot be automated.
6. More slag due to flux shielded electrode.
7. Repeated changing of consumed electrodes with a new one makes this process quite slow if compared to GMAW.
Please watch the following videos for a better understanding of Shielded Metal Arc Welding. In the first video, you will see the practical setup and the second video is about the theory behind SMAW.
Please leave your valuable comments.
Thank you
Pls discussion about flux elements and their function, perfect Arc length,Arc caloum. Flux coating factor.
What is difference in DCEP & DCEN in SMAW