How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ for A Static Pressure Vessel (Part-2)
Scope:
In part-1 (Click here to read), of this article, we had discussed about the preparation and approval of the weld map, shop weld plan, and proposed welder list which needs to be submitted for the consent of the customer/client/TPI.
In this article, we shall discuss the steps required for PQR qualification. In general, the Steps as mentioned below may be followed (But not mandatory for each and every case) for PQR qualification:
(Note: In most of the cases the customer specifications demand the PQR (procedure qualification record) to be witnessed by Third party inspection (TPI) agencies such as Lloyds, BV, TUV, HSB, etc.. The welding engineer, shall in each case, qualify a PQR in the presence of TPI’s only to show the credibility of the same to future clients.)
The necessary steps required to be followed for PQR qualification are given below;
Step 1:
The Proposed WPS i.e PWPS, Filler Metal batch test certificate’s (SMAW Consumable & GTAW Consumable), Base Metal test certificate (For WPS & WPQ), machine calibration report (for constant current power source) shall be reviewed by welding engineer and TPI. Sample test certificate for the following materials can be downloaded;
- E 7018 (3.2 mm Dia) consumable batch TC sample (Click here for sample TC).
- ER70S-2 (2.4 mm Dia) consumable batch TC sample (Click here for sample TC).
- SA 516 Gr 70 TC Sample for PQR (Click here for sample TC).
Step 2:
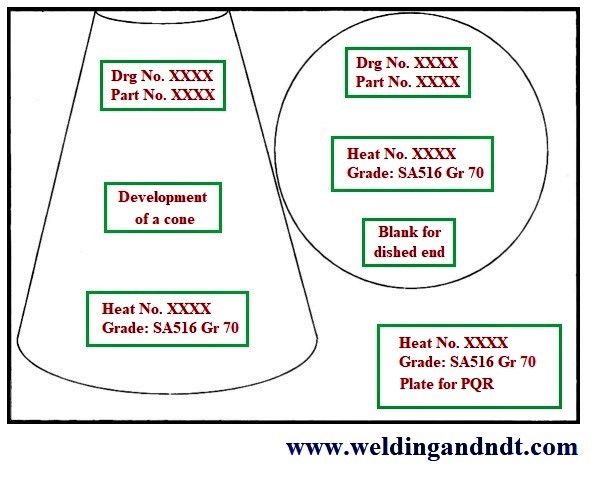
Mostly the TPI will ask to witness the plate/pipe from which the test coupon will be removed and also to verify the Heat/Plate No as mentioned in the TC reviewed in step 1 (Figure 1). Also, it is essential in this step to take multiple stamps (TPI) on plate/pipe so that before cutting and if possible after machining the stamp transfer stages can be avoided which will unnecessarily prolong the PQR qualification process. The length of each test piece(plate) generally to be kept 500 mm and the width of each test piece shall be 150mm and the thicknesses as mentioned in the proposed WPS (Recommendation based on the Author experience not to be constituted as mandatory).
Figure 1
Step 3:
Now the edge preparation shall be prepared by the gas cutting (however machining can also be used) but it will be recommended to use the edge preparation method the same as that to be utilized in actual fabrication (however this is not an essential variable). The Run in and run out cleats and the backing support to control angular distortion (Figure 2) shall also be cut from the material of the same plate however for backing a suitable fixture (Figure 3 and Figure 4) can be made to avoid cutting/grinding and localized repair of the base metal at the location from where supports will be removed after welding.
Figure 2

Figure 3

Figure 4

Step 4:
The Edge preparation after cutting shall be ground smooth to base metal surface so as to remove any slag formed during the cutting operation. Schematic Sketch is shown below (Figure 5):
Figure 5
Step 5:
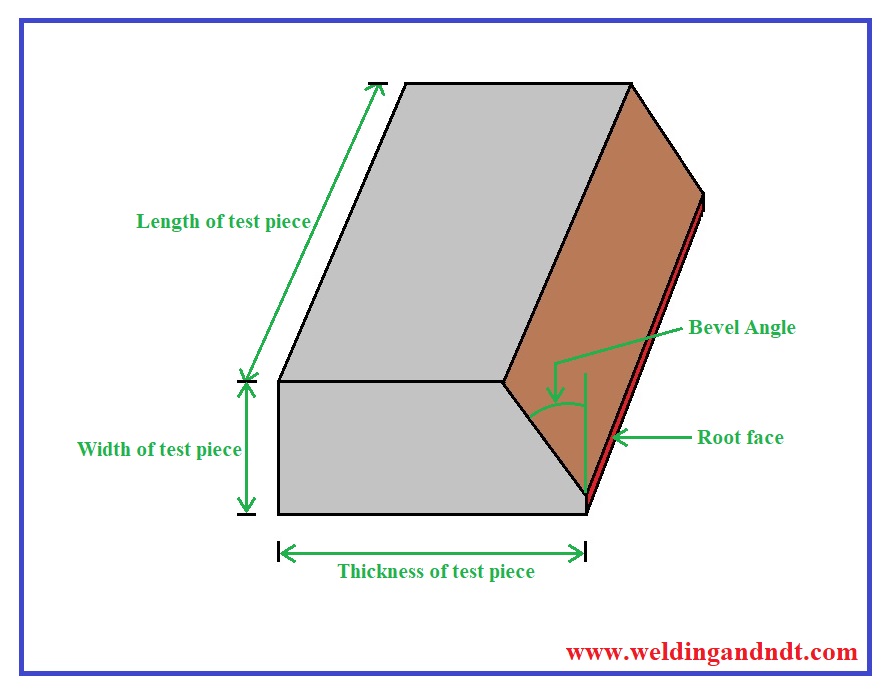
Before doing the setup, the LPT examination of the edges may be performed to ascertain no surface defects are present. Now the qualification of all three test procedures shall be in vertical up position as it will qualify the procedure in all position with/without impact test requirements verify: Included Angle/Bevel Angle, Root Face, and Root Gap, etc. using the following items;
- Digital Vernier (Figure 6)
- Angle Protector (Figure 7)
- Universal Welding Gauge (Figure 8)
Figure 6

Figure 7

Figure 8

Step 6:
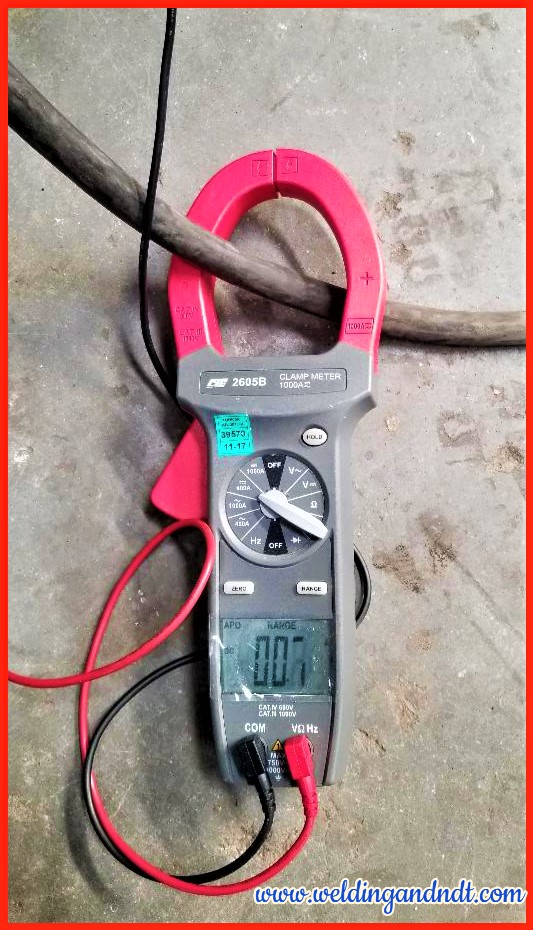
Now the welders will be briefed about the task on hand as per Proposed welding procedure specification i.e. PWPS (essential, supplementary essential, and non-essential variables) and a piece of the plate will be used to set the current, voltage and travel speed which will be measured appropriately. An AC/DC Clamp meter (Figure 9) can be used for this purpose.
Figure 9
Step 7:
Now the Welder shall start welding, as per the proposed welding procedure (PWPS), and at least one welding engineer per test coupon shall be deputed to record the parameters on the parameter format (Click here for a sample of recommended parameter record sheet). For details on Shielded Metal Arc Welding (SMAW), please click here and to learn Gas Tungsten Arc welding process (GTAW / TIG welding), please click here.
Step 8:
In most of the cases, the root run after its completion is witnessed by the TPI and he/she signs the sheet and allows the rest of the welding but all the passes can be witnessed by the TPI (Refer 2nd page of the parameter sheet as mentioned in Serial No. 8). For Measuring Preheat and interpass temperature following items can be used.
- Infrared Pyrometer (Figure 10)
- Thermal Chalk (Figure 11)
Figure 10

Figure 11

Step 9:
All the parameters need to be recorded on the parameters sheet (as mentioned in Serial No 8) and after completion of the test coupon welding be signed by Welding Engineer and TPI.
Step 10:
Test Coupon (Single Side Welded – GTAW & GTAW + SMAW process) is allowed to cool below 30°C before removing the backing supports to avoid any spring back effect (angular distortion) and for the test coupon (Double Side welded-SMAW process) also follow the above procedure and remove the back supports do back chip(Gouging/grinding etc..), allow the coupon to cool below 50° C and perform LPT (For Procedure Refer Link) and after successfully clearing it and then by again keeping the test coupon vertical complete the joint recording all the parameters.
Step 11:
Now generally the Pressure equipment manufacture possesses RT Facility (For procedure refer to link) or UT facility (For Procedure refer to link) the test coupon on both the sides shall have uniform bead profile so as to not interfere (Refer ASME SEC VIII DIV I for limits of reinforcement) with the interpretation of the results.
Step 12:
If there is any repair in the test coupon same shall be marked suitably and if the whole length of the test coupon is full of defects (Lack of Fusion, Inclusions, etc..) same shall be discarded and the above procedure until step no 12 needs to be repeated and if the test coupon clears either UT/RT a report of the same shall be prepared by ASNT NDE Level II qualified personnel which later on will become part of the PQR documentation.
Step 13:
Now test specimen marking shall be carried out manually and if an automatic facility exists the test specimen dimensions can be feed to the machine (Considering allowance for cutting and machining).
Step 14:
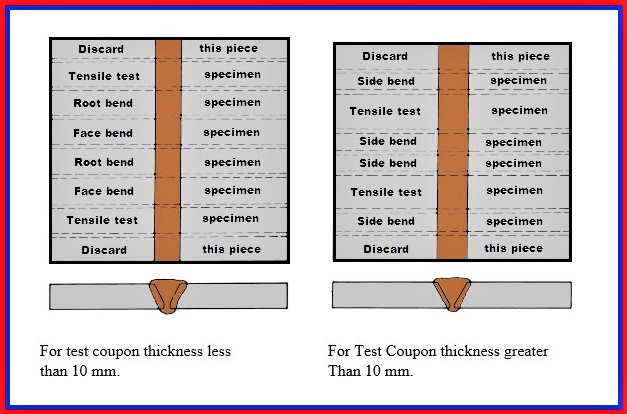
The Test specimens to be removed in the sequence as shown below in figure 12 (For Tensile and Bend Test only);
Figure 12
Step 15:
After their removal machining shall be carried out to make Transverse Tensile (02 No’s) per test coupon, 04 Side bend Test for thickness > 10 mm and 02 Face and 02 Root Bend test for Thickness < 10mm and impact test removal location shall be as per UG-84 of ASME SEC VIII DIV I (A separate article will deal with the cases for the location of impact test), additionally a sample for macro and micro examination may also be removed.
Step 16:
The “Transverse Tensile Test” shall (2 No’s per PQR) be performed in the Universal Tensile machine (Duly calibrated).
Acceptance Criteria: the minimum tensile strength of the weaker of the two base metals ie 415 Mpa (SA 516 Gr 60).
A Tensile test machine is shown in Figure 13.
Figure 13

Step 17:
The Transverse side bend (04 No’s) or transverse face bend (2 No’s) & transverse root bend (02 No’s) per PQR to be performed considering the mandrill diameter selected in reference to the thickness of test coupon mentioned in the ASME SEX IX.
Acceptance Criteria: The weld and HAZ (Heat affected zone) of the transverse (side, root & face) shall be completely within the bend portion of the specimen after testing. The guided bend test specimen shall have no open discontinuity in the weld or HAZ (Heat affected zone) exceeding 3 mm in any direction on the convex surface of the specimen after bending.
The bend test is shown in figure 14, given below;
Figure 14

Step 18:
Impact test to be performed at (-)20°C [below the minimum design metal temperature (0°C)] with average absorbed impact value of 27 J (Acceptance) for weld and base metal.
A single value of the specimen out of three of 20 J is also acceptable.
An impact test machine is shown in figure 15.
Figure 15

Step 19:
Macro Examination @ 20X magnification as per ASME SEC IX (Won’t be discussed further).
Step 20:
Micro Examination as per ASM handbook Volume 9 (Won’t be discussed further).
Step 21:
Now after successful completion of all the testings mentioned from Sr No 14 thru 20 PQR format to be filled with the details (essential variables, parameters recorded and the testing results and the same shall be endorsed with Welding Engineer and TPI for documentation (Click here to download the sample PQR format)
(Note: The purpose of this article is to give a general guideline to the readers and it shall not be considered as a substitute of code. For full terms and conditions please read ASME Section VIII DIV I 2017 & ASME SEC IX 2017 edition).
This article is written and published by;
MR. SANDEEP SINGH PARMAR
(Ex. GE, ISGEC & ESSAR)
Email: sandeepparmar99@yahoo.com
IWE (IN/IWE/41700026); B Tech (Mechanical); AMIIW (Welding Technology)
ISO 9001:2008 Internal Auditor; ISO 9001:2015 Lead Auditor ;
NDE L-II (UT, LPT, MPI, RT); Lean Six Sigma Green Belt;
MWeldl IEng; MIE C Eng(Ind) ; M.I.Inst.W ; LM IIM
Nice job… Explained in a beautiful manner…
Nice explain sir ji
Sir, where wle can get the average and single impact acceptance value ( I,e 27J & 20 J)..?