TIG Welding (GTAW) Electrodes
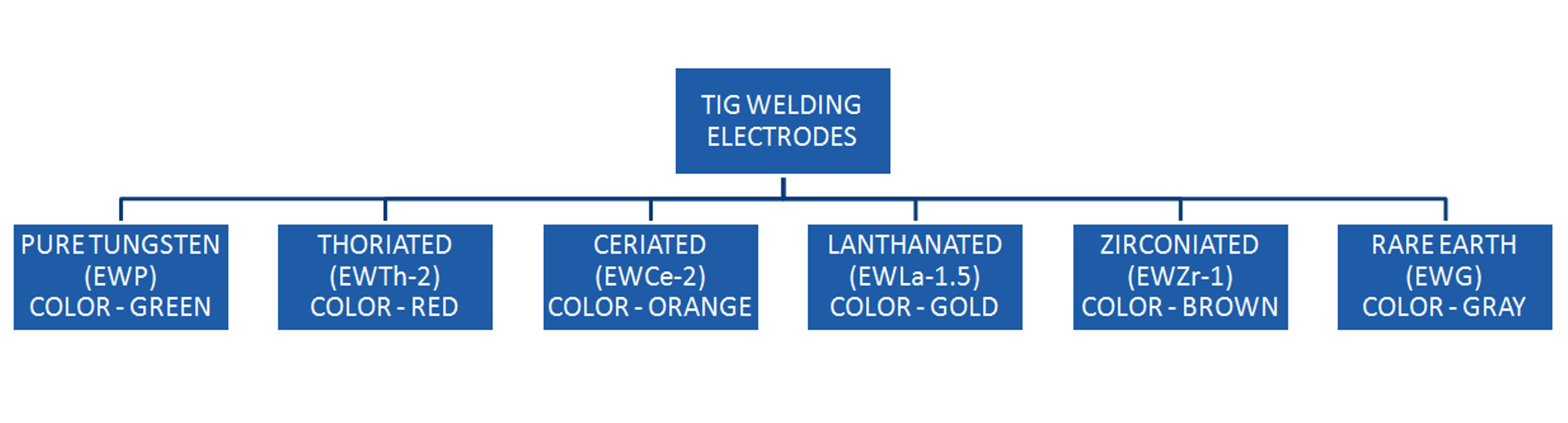
In GTAW (Gas Tungsten Arc Welding) also known as TIG welding (Tungsten Inert Gas welding), a non consumable electrode (made up of Tungsten) is used. Tungsten is preferred due to high its high melting point (approximately 3,4100C) and high hardness. Either pure tungsten is used as electrode or it can be alloyed with other elements. These electrodes come in a variety of sizes and lengths. These electrodes are color coded to distinguish it from others. The color appears at the tip of the electrode. Different types of TIG welding electrodes are as follows;
- Pure Tungsten (Color Code: Green)
- Thoriated (Color Code: Red)
- Ceriated (Color Code: Orange)
- Lanthanated (Color Code: Gold)
- Zirconiated (Color Code: Brown)
- Rare Earth (Color Code: Gray)
- Pure Tungsten:
- Color Code – Green
- AWS Classification – EWP
- 99.50 % Tungsten
- Ideal for AC welding
- Excellent arc stability
- Less expensive
- Thoriated:
- Color Code: Red
- AWS Classification – EWTh-2
- Tungsten (97.30% min.) + Thorium (1.70% to 2.20%)
- Also known as 2 percent thorium
- Preferred for longevity and ease of use
- Can be used with both AC as well as DC
- Expensive and radioactive material
- Ceriated:
- Color Code: Orange
- AWS Classification – EWCe-2
- Tungsten (97.30% min.) + Cerium (1.80% to 2.20%)
- Also known as 2 percent ceriated
- Preferably used with DC welding
- Lanthanated:
- Color Code: Gold
- AWS Classification – EWLa-1.5
- Tungsten (97.80% min.) + Lanthanum (1.30% to 1.70%)
- Also known as 1.5 percent lanthanated
- Arc initiation excellent and very stable
- General purpose can be used for carbon steel and stainless steel
- Can be used with both AC and DC
- Zirconiated:
- Color Code: Brown
- AWS Classification – EWZr-1
- Tungsten (99.10% min.) + Zirconium (0.15% to 0.40%)
- Also known as 2 percent Zirconiated
- Suitable for AC welding
- Rare Earth:
- Color Code: Gray
- AWS Classification – EWG
- Contains additives of rare-earth oxides (% unspecified)
- Polarity depends upon the percentage of the rare earth oxides
- Wide range of applications
**************************************
Nice article
Full website consist basic knowledge.
What is option for questions?
Is there any platform for question answer?
Same provided by google group.
Dear Mr. Ankit Gandhi
Thank you for visiting my website. Please wait for next two to three months, I will be adding more and more relevant articles and videos. A new section will be added very soon, where the experts will be available to answer the questions.
Regards
Sandeep Anand
Please share working and operation principle of TIG welding
Dear Mr. Imran,
I am planning to upload videos and articles related to Pipe welding and stud welding positions as well as Procedure for writing WPS, steps to be followed for PQR, Heat treatment, complete details of some of the most popular welding processes Including TIG Welding, please stay in touch for the updates.
Regards
Sandeep Anand
Hello Sandeep ji how are you bro Which one can we make in our career? Tig Mig Or Arc plz help me My name is Riyaz chaudhari my whatsapp number is +918285352182
Dear Mr. Riyaz Chaudari
All the welding processes has its own advantages and disadvantages, however in my opinion TIG welding is slight better career option if compared with arc and MIG welding. You can also watch my welding and NDT tutorial videos on http://www.youtube.com/weldingandndt
Regards
sandeep Anand
PQR WPS AND Pipe welding procudure
great job……carry on
Dear Mr. Syed
Thank you for visiting my website. I will upload videos/articles related to PQR WPS AND Pipe welding procedure, very soon. Please keep in touch
Regards
Sandeep Anand
Hi, thanks for sharing the nice articles! As we know there are some titanium wires suit for Tig welding (GTAW). could you please include them in your articles? (I am sorry we are just a manufacturer for titanium wire, some clients ordered the wire for welding with AWS A5.16 classifcation)
These are really important points regarding welding technology very useful for those who wants to make their career in welding….
Very nice post
I have been doing TIG welding for a while. TIG welding is beauty. it is quite easy and simple to use this kind of welding for various purposes. I have been looking for TIG welding electrodes but could not find it at the same place. it is really helpful for me.
Thank you
Hey Sandeep,
I tell you that you are doing good I really impressed by your work it really helps beginner-like us.
God bless you.